

Slop tanks optimization in a refinery
A refinery in the US Gulf Coast, a long-standing customer, wanted to improve and optimize slops management to reduce slop waste and increase its refinery throughput.
The customer had no measurement in place, and instead was relying on physical monitoring to check the tank levels. The team was therefore unaware what was flowing through the tanks, nor the flow rate.
The customer recognized that better understanding the flow rate would limit the mix of unwanted slops with valuable products. Working with Panametrics, the customer investigated possible cost-effective options to continuously monitor the flow rate on four lines feeding its tanks.
Live metering of slop lines to identify product changes from their flow rate while the pump flows. Medium: Variety of liquids coming from different process units including crude oil, HVGO (Heavy Vacuum Gas Oil), HVN (Heavy Virgin Naphta). Quantity: 4 Accuracy requirement: 5% Repeatability: 0.3% Line sizes: 4”, 6” and (2) 8”
Adding flow measurement to the unmetered line directly to the crude tank and the three other common slop lines in the refinery will enable the customer to identify any instances of elevated slop both in the tank and the respective area where the slop is being generated. This would minimize slops mixing with valuable products.
The slop system interfaces with multiple process units, but the customer had no method to remove these lines from service.
Benefits: • Easy to install • Easy to set up • Ability to track product changes • Cost effective • Very low OPEX • Reliability
Panametrics’ ultrasonic flow meter technology was deployed for this application because its accurate, reliable, cost effective and easy to deploy - the flow meters were implemented without having to remove the lines from service.
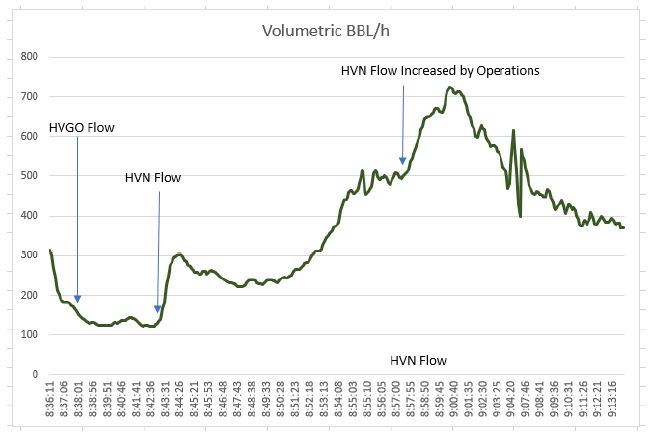
Initial testing verified the performance of the ultrasonic meter by capturing a step change in flow using fluids with different specific gravities. Coordinating the pump, heavy vacuum gasoil (HVGO @890 kg/m3) and heavy virgin naphtha (HVN@770 kg/m3) was sent down the slop line. The higher density (890 kg/m3) meant a higher viscosity which itself generates more resistance to the flow (pipe friction) resulting in a slower flow rate. Hence a lower flow velocity and flow rate with more viscous products was expected.
8:42am: The HVGO was removed from slop and the normal flow was re-established.
8:58am: HVN was lined up to slop and the flow rate increased with the lower viscosity and lower density (770 kg/m3).
9:01am: HVN was removed from slop and the flowrate decreased. Streams of varying properties were captured by the ultrasonic flow meter. Volumetric flow rate and velocity indicated that slop was present in the line. The meter responded to the change in flow - the step change is demonstrated in the graph below.
9.02am: Panametrics technology had provided the customer with a much better understanding of the flow rate, enabling it to optimize slop tank operations.
Test with Transport PT900 with CRS 401, permanent meters are PanaFlow LC XMTXP05

Based on the successful results the customer intends to complete an order for four permanent PanaFlow LC flow meters.