Bently Nevada Remote Services saves ~600 Tons NGL production
The customer has a Bently Nevada Supporting Services Agreement (SSA) in place to support both Machinery Diagnostic Services (MDS) and System Health and Maintenance. In March 2021, they urgently requested that Bently Nevada supported a case of critically high vibration on a LP Gas Compressor unit, which increases the sour pressure gas from 0.5 bar to 15 bar.
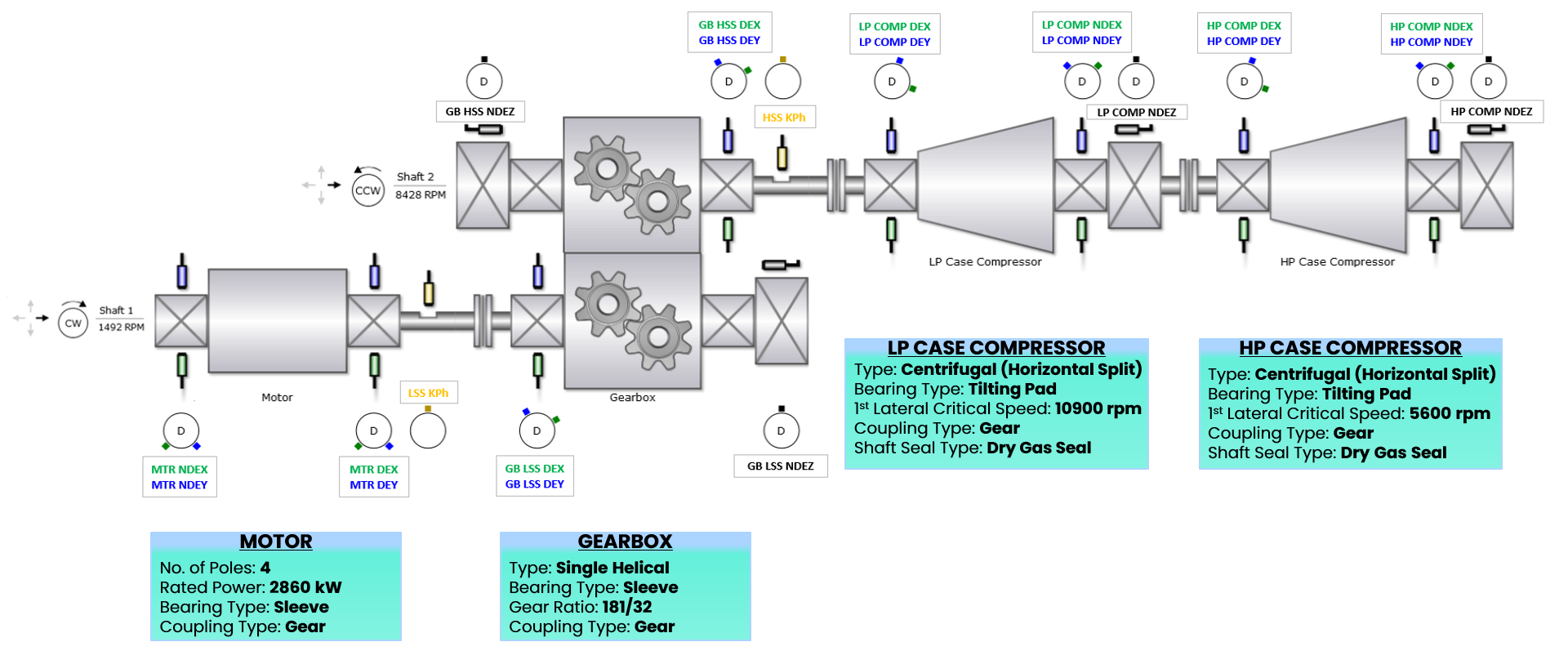
Since the operations don’t have a standby unit available, the non-availability of this machine would result in 40% of NGL production loss from the total plant production capacity of 1500 Tons/day. The machine train was comprised on two centrifugal compressors driven by an asynchronous motor through a speed-increasing gearbox.
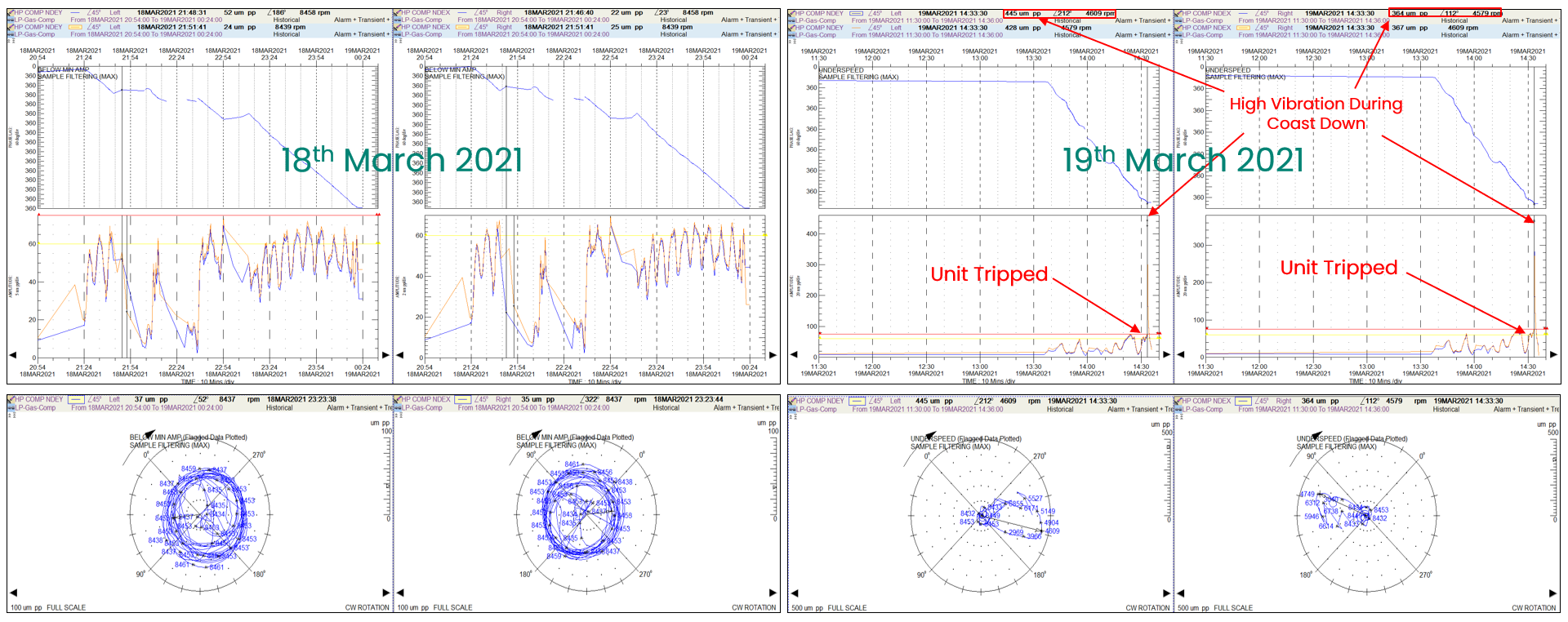
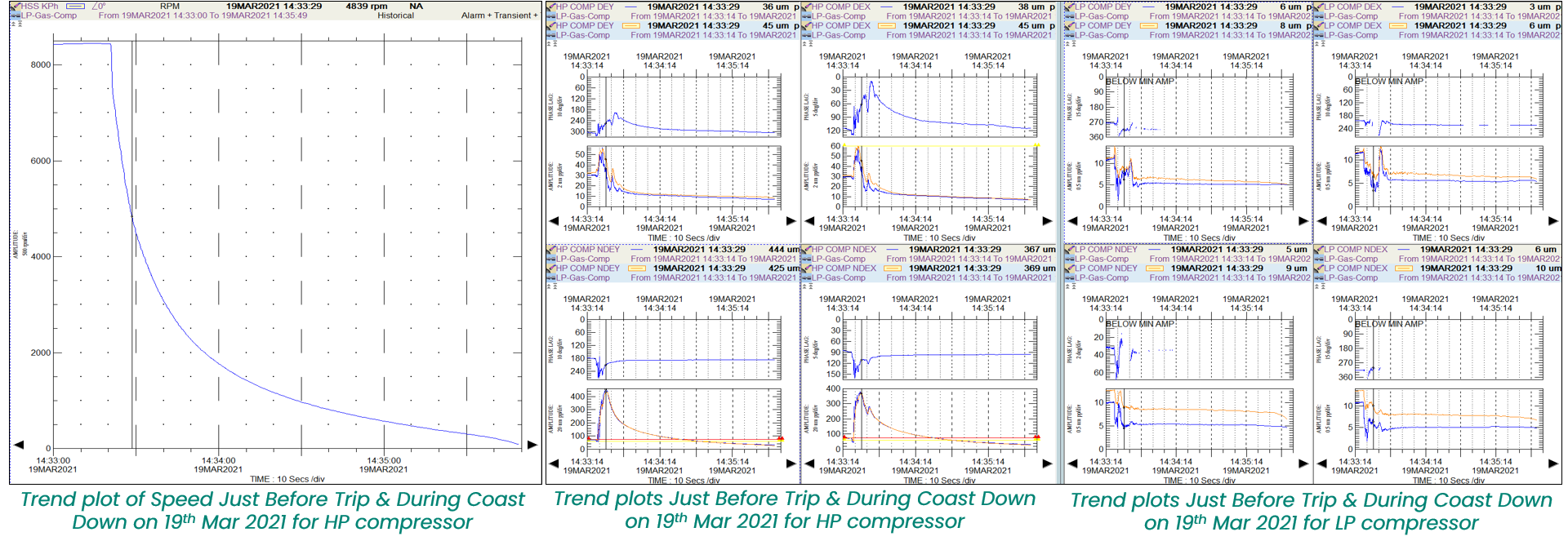
On March 18, 2021, the customer observed high vibration on the HP compressor Non Drive End (NDE) bearing. The vibration excursion reoccurred on the following day, which resulted in the tripping of the unit. The vibration signature and machinery behavior haven’t been observed since initial commissioning of the machine train.
The vibration level at the compressor NDE bearing reached as high as 445 µm pp at the critical speed during coast down, considering that the alarm level is 60 µm pp and trip level happens at 75 µm pp. Given the high criticality of this machine and the urgency of restoring the unit to avoid production losses, the customer requested Bently Nevada’s remote support.
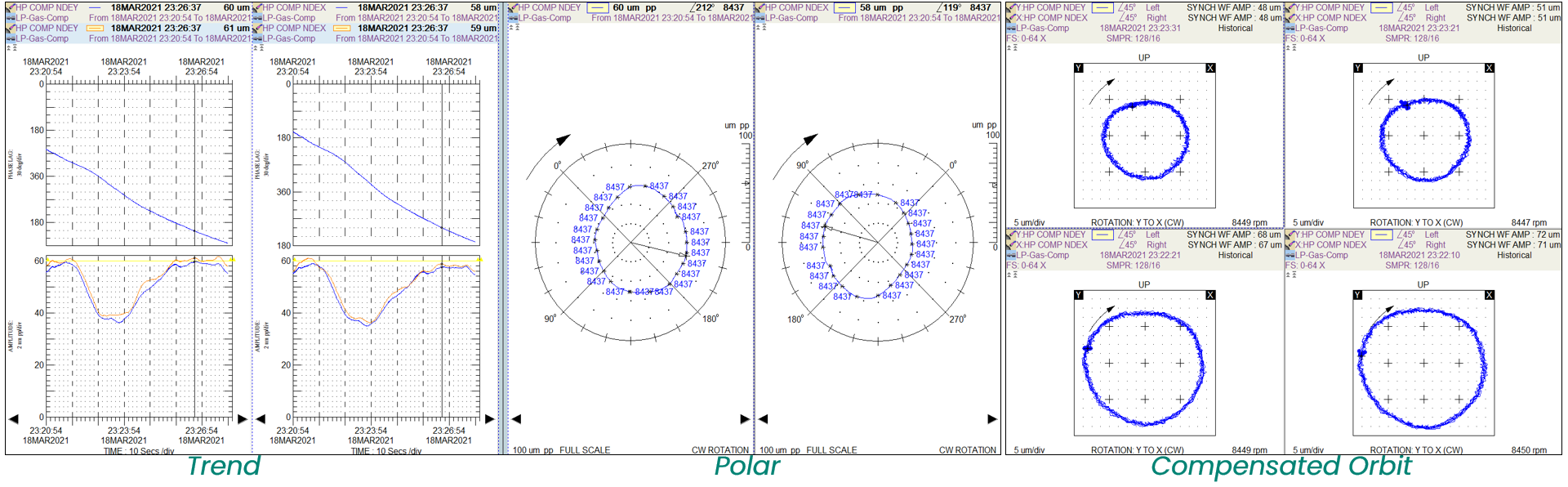
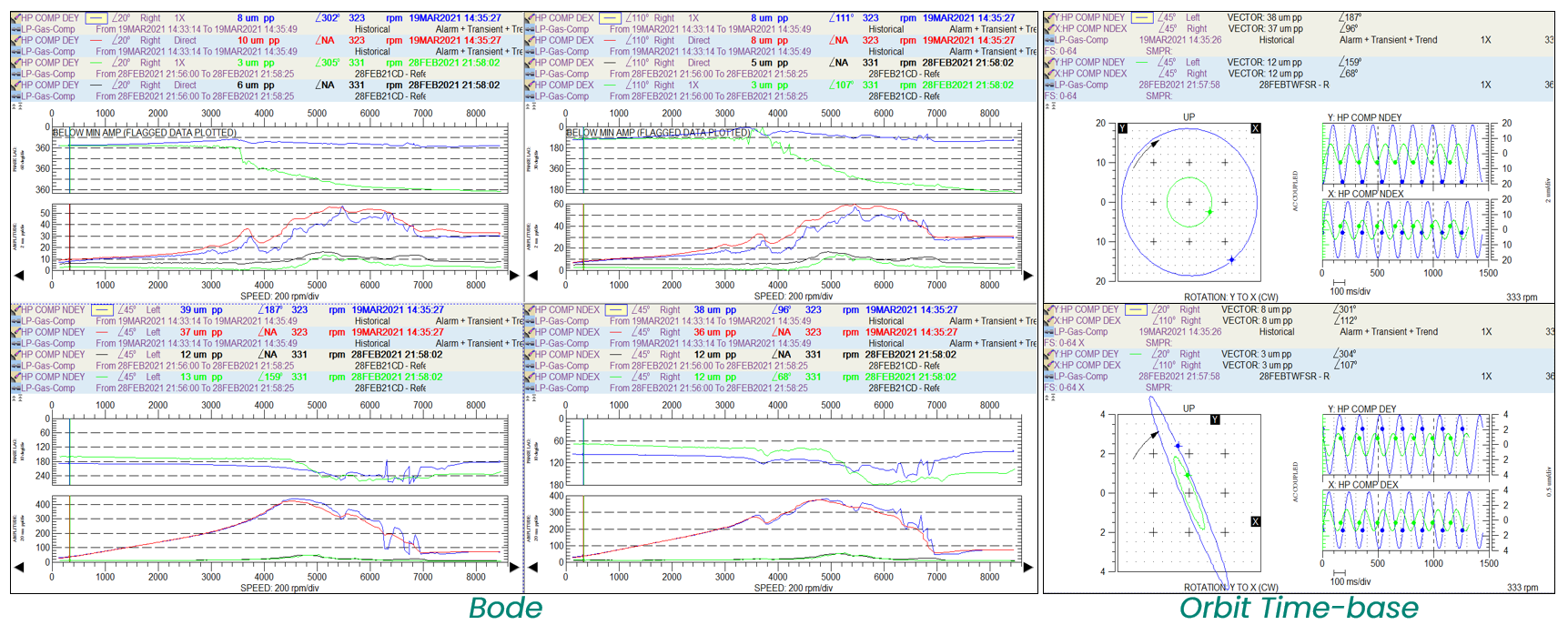
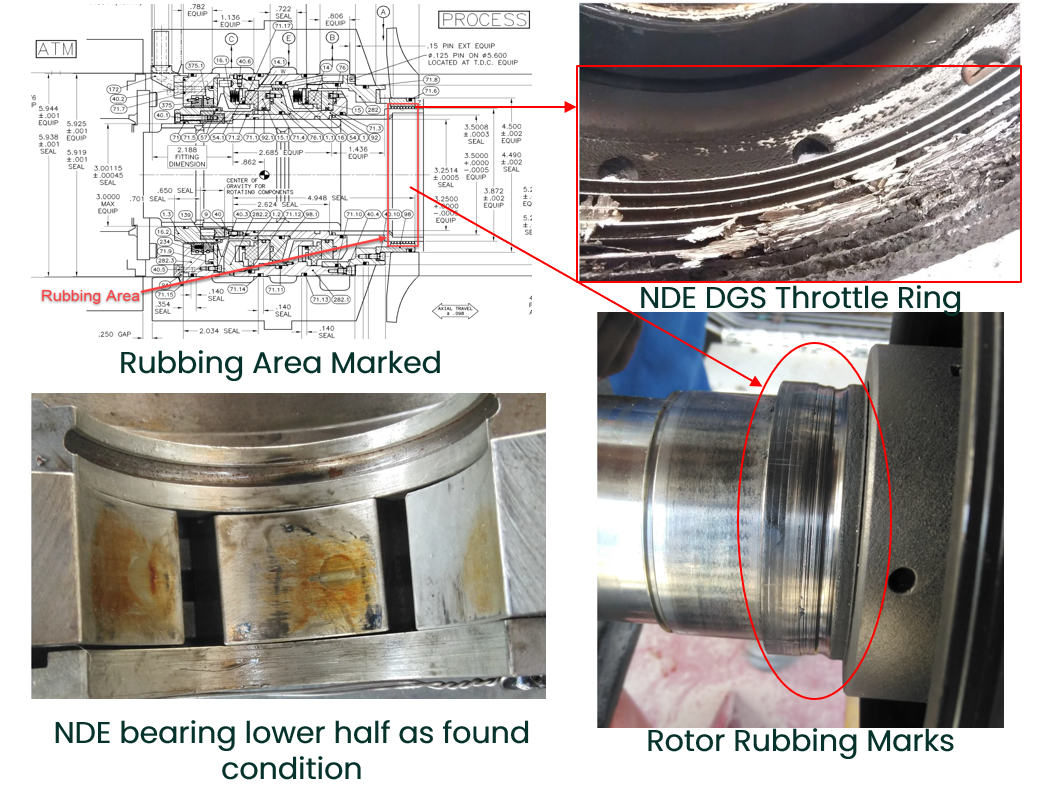
Bently Nevada extended immediate remote support by reviewing the System 1 archive data provided by the customer. The data showed clear signs of rub, suspected to be at the HP NDE seal and bearing. The machinery datasheet provided by the customer indicated a liquid film seal type. Bently Nevada requested the customer to verify the type of compressor seals, and it was confirmed that the compressor were upgraded few years back and fitted with dry gas seals (DGS).
The presence of extremely high vibration amplitudes on compressor NDE bearing at critical speed and the high slow roll was due to a change in rotor dynamics caused by severe rub leading to a thermal bow. Bently Nevada recommended the customer to inspect the compressor HP NDE DGS and bearing for signs of rub.
Upon inspection of the compressor per Bently Nevada recommendations, the customer found 2-3 mm of scoring on the rotor at the DGS throttle ring and rubbing marks on the NDE bearing pads.
Root cause analysis performed by the customer revealed foreign material ingress (piping scales) from liquid carryover. This occurred twice in the last two months, causing rubbing at the DGS throttle ring which further resulted in secondary rubbing at the bearing. The seal-gas supply alarm was in bypass due to instrumentation malfunction, which could have helped in early detection of the problem.
Bently Nevada’s prompt support at midnight on the weekend helped the customer to accurately pinpoint the correct inspection location, avoiding costly unplanned downtime. The immediate corrective actions of the inspection and seal/bearing replacement made it possible for the customer to restore the machine train back to normal operation in minimum time. When the unit was restarted, vibration levels were found to be well within acceptable limits for normal operation.
We suspect that without Bently Nevada’s support, the customer would have done additional startup trials that could result in additional failures to other parts and taken at least couple more days before deciding to open the machine for inspection. We estimate that a minimum of three days of NGL production (600 Tons) would be lost.
The experience of Bently Nevada MDS engineers for analyzing such machines from various customers led to a quick analysis and conclusions. Bently Nevada strives to demonstrate customer value through long-term customer partnerships, delivering unmatched machinery diagnostic capability and 24/7 remote support, driving timely outcomes that make a difference.