¿Cuál es la longitud ideal de la película radiográfica?
¿Cuál es la longitud ideal de la película radiográfica?
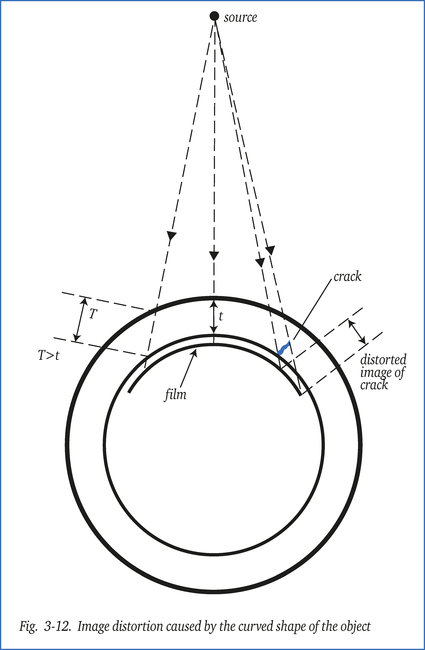
Cuando se hacen radiografías de objetos curvos, como una soldadura circunferencial en una tubería, como se muestra en la figura 3-12, la imagen que se obtiene se verá distorsionada. También se producirán variaciones de densidad. Como consecuencia de la curvatura del tubo con un espesor de pared t, el espesor del material que se debe penetrar aumenta hasta T, por lo que la densidad de la película es menor en los extremos de la película que en el centro.
Además, si los defectos se proyectan más cerca de los extremos de la película, la distorsión de la imagen del defecto será mayor. Por tanto, la longitud de la película adecuada para la interpretación de defectos es limitada. La denominada «longitud útil de la película» se define en los códigos en función de las características del trabajo, por ejemplo, en la norma EN 1435.
No siempre será factible aplicar la técnica de pared única, como se muestra en la figura 3-12.
Para poder llevar a cabo un análisis completo, se aplica la técnica de doble pared-imagen única (DW-SI). En la jerga de los END, las abreviaturas DW-SI y DW-DI se utilizan frecuentemente para Double Wall-Single Image (doble pared-única imagen) y Double Wall-Double Image (doble pared-doble imagen), respectivamente.
En ese caso, se hacen varias radiografías, espaciadas por igual alrededor de la circunferencia del elemento examinado. El número de radiógrafos depende de la norma o del código que deba tenerse en cuenta:
En los códigos, la longitud útil de la película viene determinada por el porcentaje de espesor de pared adicional que se puede penetrar en relación con el espesor de pared nominal (t) de la tubería. Se suelen aplicar porcentajes del 10, 20 y 30. Para uso general, el 20 % es un valor práctico por el que la sección más ligera de la película deberá tener una densidad de al menos 2.
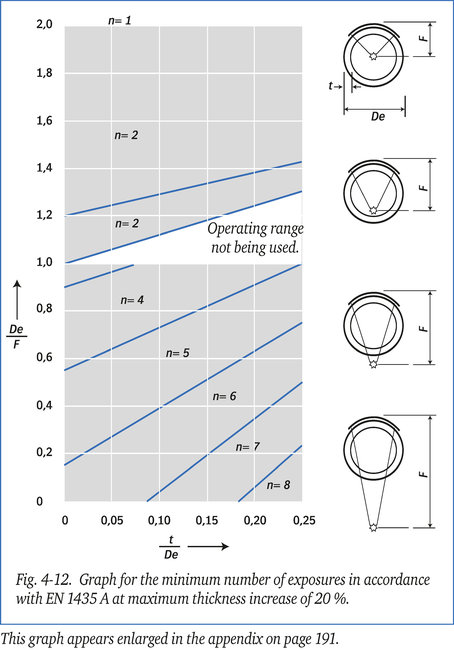
El número de radiografías que se necesitan para el análisis completo de una soldadura circunferencial también puede obtenerse mediante un cálculo a partir de los códigos. Cuando se trata de un gran número de soldaduras similares, la cifra es importante, ya que obtener un número excesivo de radiografías podría no ser económico y un número insuficiente daría lugar a una calidad deficiente del análisis.
El número mínimo de radiografías necesarias para distintos diámetros de tubo y espesores de pared en distintas posiciones de la fuente puede deducirse del gráfico de la figura 4-12. El gráfico puede aplicarse a las técnicas de pared simple y doble, en las que el aumento máximo del espesor que se puede penetrar es del 20 %, de acuerdo con la norma EN 1435A.
Ejemplo 1:
Un tubo de rayos X con un diámetro exterior de 300 mm se utiliza para examinar una soldadura circunferencial en un tubo de un diámetro De de 200 mm y un espesor de pared t de 10 mm. La distancia entre el punto focal y el exterior del tubo de rayos X es de 300/2 = 150 mm.
F = la mitad del diámetro del tubo de rayos X + De = 150 + 200 = 350 mm.
t/De = 10/200 = 0,05 y
De/F = 200/350 = 0,57
La intersección de las dos coordenadas (0,05 y 0,57) se encuentra en un rango donde n= 5, por lo que el número de radiógrafos debe ser al menos de 5.
Ejemplo 2:
Si se utiliza una fuente colocada contra la pared del tubo, t/De = 10/200 = 0,05 y De/F = 200/(200+10) = 200/210 = 0,95.
La intersección de las dos coordenadas se encuentra ahora en la zona donde n = 4. Así pues, si usamos una fuente radioactiva situada cerca de la superficie de las tuberías, con una exposición única garantizaríamos el cumplimiento de la norma EN 1435A. Sin embargo, en un principio el código tendría que permitir el uso de un isótopo en lugar de un tubo de rayos X.