방사선 투과 필름의 적합한 길이는 얼마인가요?
방사선 투과 필름의 적합한 길이는 얼마인가요?
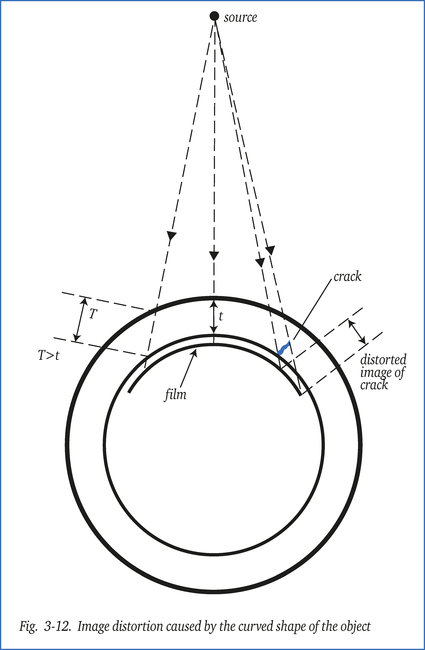
그림 3-12와 같이 파이프의 원둘레 용접 등 구부러진 물체를 방사선 촬영하면 결과 이미지가 왜곡됩니다. 또한 밀도도 바뀝니다. 벽면 두께 t의 파이프 곡률로 인해 관통할 소재 두께가 T로 증가하여 필름 밀도는 중간보다 필름 끝이 더 낮습니다.
결함이 필름의 끝에 투영되면 결함 영상의 왜곡 또한 커집니다. 결함 분석에 적합한 필름 길이는 제한적입니다. "유용한 필름 길이"는 작업의 성격에 따라 EN 1435 등의 코드에 정의되어 있습니다.
그림 3-12에 표시된 단일 벽면 기술을 항상 적용할 수는 없습니다.
계속해서 100% 검사를 달성하기 위해 이중 벽면/단일 영상 기술(DW-SI)이 적용됩니다. (NDT 특수 용어에서는 DW-SI 및 DW-DI라는 약어가 각각 이중 벽면-단일 영상 및 이중 벽면-이중 영상에서 자주 사용됩니다.)
이 경우 검사 대상 항목의 둘레를 따라 동일한 간격으로 여러 방사선 사진을 촬영합니다. 촬영할 방사선 사진의 수는 준수해야 할 표준이나 코드에 따라 다릅니다.
코드에서 유용한 필름 길이는 파이프의 공칭 벽면 두께(t)를 기준으로 침투할 수 있는 추가 벽면 두께의 비율에 따라 결정됩니다. 일반적으로 10, 20, 30의 백분율이 적용됩니다. 일반적인 사용의 경우, 실제 값인 20%에서는 필름의 가장 밝은 부분의 밀도가 2 이상입니다.
원주형 용접을 100% 검사하는 데 필요한 방사선 사진의 수는 계산을 통해 코드에서 확인할 수도 있습니다. 유사한 용접이 다수 포함된 경우, 너무 많은 방사선 사진은 비경제적이고 너무 적으면 검사 품질이 충분하지 않을 수 있어 이 수치가 중요합니다.
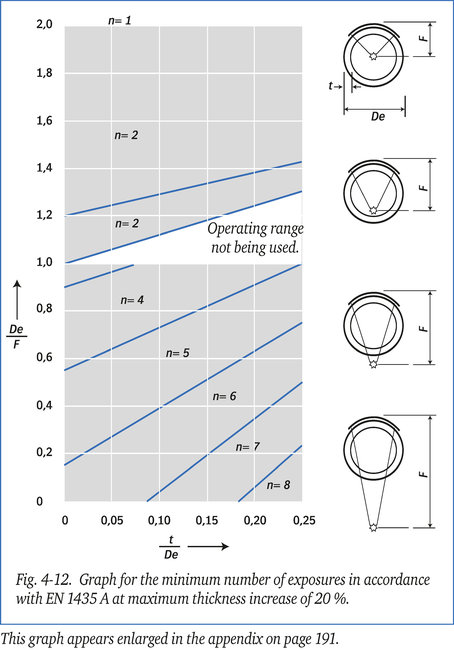
다양한 소스 위치에서 여러 파이프 직경 및 벽면 두께에 필요한 최소 방사선 사진 수는 그림 4-12의 그래프에서 확인할 수 있습니다. 그래프는 단일 벽면 및 이중 벽면 기술에 적용할 수 있으며, EN 1435 A에 따라 침투되는 두께의 최대 증가율은 20%입니다.
예 1:
직경 De가 200 mm이고 벽면 두께 t가 10 mm인 파이프의 원주형 용접을 검사하기 위해 외부 직경이 300 mm인 X-선 튜브를 이용합니다. 초점과 X-선 튜브 외부 간 거리는 300/2 = 150 mm입니다.
F = X-선 튜브 직경의 절반 + De = 150 + 200 = 350 mm.
t/De = 10/200 = 0.05 및
De/F = 200/350 = 0.57
두 좌표(0.05 및 0.57)의 교차점이 n = 5인 경우, 방사선 촬영 횟수는 5회 이상이어야 합니다.
예 2:
파이프 벽면에 배치된 소스를 사용할 경우, t/De = 10/200 = 0.05 및 De/F = 200/(200+10) = 200/210 = 0.95입니다.
두 좌표의 교차점은 n = 4의 영역에 있습니다. 파이프 표면에 더 가까운 곳에 있는 방사선원을 이용하면, 노출이 1회 더 적더라도 EN 1435A를 준수할 수 있습니다. 그러나 처음에는 코드에 따라 X-선 튜브 대신 동위원소를 사용할 수 있어야 합니다.