射线照相胶片的理想长度是多少?
射线照相胶片的理想长度是多少?
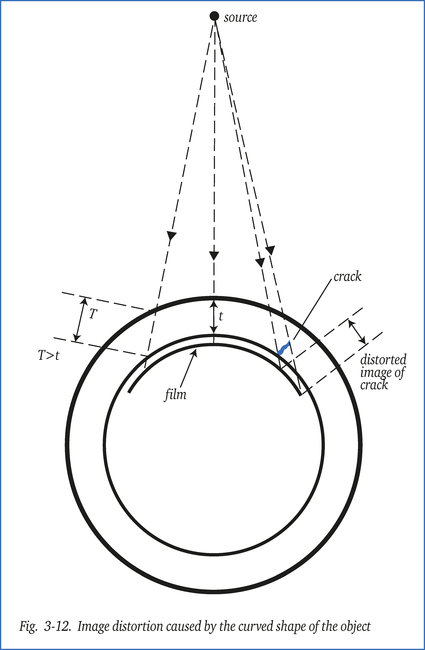
如图 3-12 所示,在对弯曲物体(如管道中的圆周焊缝)进行射线照相时,生成的图像会失真。 密度也会发生变化。 由于管壁厚度为 t 的管道出现弯曲,待穿透材料的厚度增加到 T,因此胶片两端的密度比中间低。
此外,如果缺陷被投射到靠近胶片两端的位置,缺陷图像的失真会变得更严重。 因此,适用于缺陷解读的胶片长度是有限的。 这种所谓的“有效胶片长度”根据其工作原理在 EN 1435 等规范中已有规定。
如图 3-12 所示,单壁技术并非总是适用。
为了仍能达到 100% 的检查率,可采用双壁/单影技术 (DW-SI)。 (在无损检测术语中,DW-SI 和 DW-DI 通常分别表示双壁-单影和双壁-双影)。
在这种情况下,要在被检件的圆周上等间距拍摄几张射线照片。 射线照相的次数取决于要遵守的标准或规范。
在规范中,有效胶片长度由可穿透的额外壁厚与管道标称壁厚 (t) 的百分比决定。 普遍使用的百分比为 10、20 和 30。 在普遍情况下,20% 是一个较为实用的值,即胶片最轻部分的密度至少应为 2。
也可通过计算从规范中获取对圆周焊缝进行 100% 检查所需的射线照相次数。 当涉及大量类似焊缝时,这个数字也很重要,因为射线照相次数过多会导致成本过高,而射线照相次数过少则无法保证检查质量。
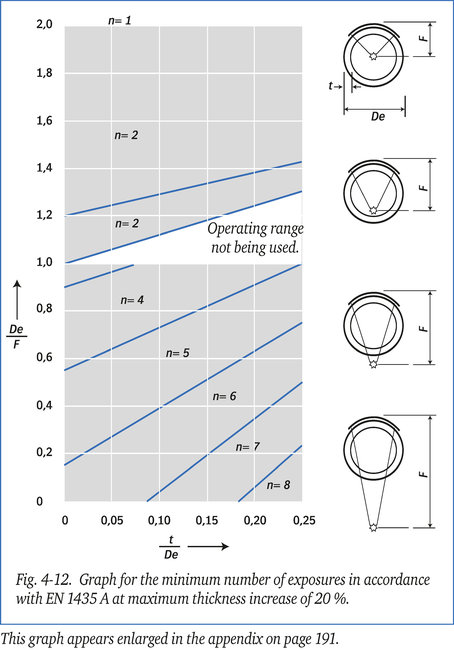
根据图 4-12 中的图表,可以得出不同直径和壁厚的管道在不同射线源位置下所需的最少射线照相次数。 该图适用于单壁和双壁技术,根据 EN 1435 A 标准,待穿透厚度的最大增幅为 20%。
示例 1:
使用外径为 300 毫米的 X 射线管检查直径 De 为 200 毫米、壁厚 t 为 10 毫米的管道中的环形焊缝。 焦点与 X 射线管外壁的距离为 300/2 = 150 毫米。
F = X 射线管直径的一半 + De = 150 + 200 = 350 毫米。
t/De = 10/200 = 0.05 和
De/F = 200/350 = 0.57
两个坐标(0.05 和 0.57)的交点位于 n = 5 的范围内,因此射线照相的次数必须至少为 5 次。
示例 2:
使用靠管壁放置的放射源时,t/De = 10/200 = 0.05,De/F = 200/(200+10) = 200/210 = 0.95。
现在这两个坐标的交点位于 n = 4 的区域内。 因此,如果使用放置位置更靠近管道表面的放射源,减少一次射线照射仍可确保符合 EN 1435A 标准。 但是,规范在最开始必须允许使用同位素而非 X 射线管。