

Nine Steps to Achieve Plantwide Condition Monitoring

Most customers already monitor their most critical machinery with not only protection systems, but also condition monitoring systems. But as you move towards addressing all of the other assets in your plant with appropriate condition monitoring and a predictive maintenance strategy , where do you start? How do you prioritize? What technology do you select? We’ve recently published an exhaustive guide to help you navigate this topic successfully, whether you choose a DIY approach, or decide to enlist our help.
Below is an excerpt from that guide with 9 steps that take you from where you are to where you want to be. The order of these steps prioritizes the assets that are most likely to provide the strongest ROI. However, there is no wrong place to start. If you are doing nothing at all, you may elect to pursue a portable data collection program first, followed by other online technologies. The key to success is to select the right technology for the asset and then maintain good records that demonstrate the financial benefits so that the value of condition monitoring can be documented at each step of your plantwide journey.
STEP 1: Inventory and categorize your assets
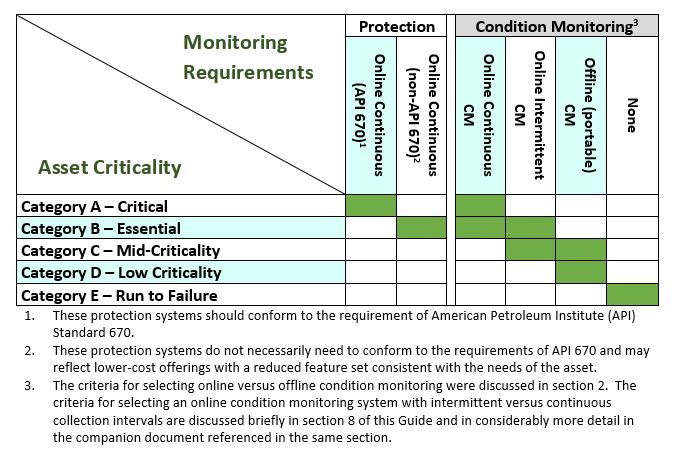
For purposes of implementing a plantwide condition monitoring program, the first step is always the same: to audit your assets and classify them according to criticality. The categories at right may be used, or similar categories you may have already adopted in your organization. The key is that the distinction between categories should clearly identify whether protection is required, and the type of condition monitoring (online versus offline) that is required for all except those assets where a “no monitoring” (run-to-failure) approach is justifiable.
STEP 2: Prioritize the order in which these categories will be pursued and install protection systems where necessary.
The primary reason for the inclusion of a machinery protection system on an asset is often safety-related, and these assets (A and B) should thus be addressed first by applying protection systems. However, even if condition monitoring will not be added at that time, the protection systems should be selected based on the type of condition monitoring they support (continuous or intermittent) in order to minimize the need for hardware changes later on. Many Bently Nevada platforms simply allow the CM functionality to be turned on by means of firmware or other means, such as software licensing, which minimizes or eliminates any hardware-level or field wiring changes.

STEP 3: Install System 1 to establish a foundation for your plantwide ecosystem and begin adding condition monitoring data streams from your compatible Bently Nevada protection systems and third-party protection systems.
This again will usually start with the most critical assets (Category A). You can then immediately proceed to Category B assets, and save Category C and D assets until Step 4, or you can proceed to Step 4 and conduct an Economic Impact Analysis for all assets in Categories B-D.
STEP 4: Do an Economic Impact Analysis for each remaining asset and selectively add online condition monitoring based on the ROI. Alternatively, you can proceed directly to portable data collection plantwide as an intermediate step and then go back and selectively supplement with online condition monitoring later in steps 5 and 6.
Once the most critical assets (Category A) have been addressed with online condition monitoring, the ideal next step is to conduct an economic impact analysis on the remaining assets to see which ones will provide the best return on investment when addressed with online condition monitoring. Many plants cannot afford to address all assets simultaneously from a budget or manpower perspective, and a phased approach must be used instead, beginning with the assets that represent the best ROI and proceeding to those with more modest ROI.
An alternative approach is to use a portable data collection system at this stage before progressing with additional online connections to Category B and C assets. The reason for this alternative approach is quite simple: it allows a plant to address all of their assets with basic condition monitoring rather than excluding some assets by going purely with online systems first and then later offline (portable) systems. While starting a portable data collection regimen from scratch may be feasible for plants with only dozens or hundreds of assets, it may not be practical for plants with thousands of assets as the necessary team size to address that many assets purely with portable data collection can be quite large.
STEP 5: Add online condition monitoring hardware for assets that are impractical or impossible to address with a portable data collector.
These may be Category B or C assets. The common denominator is that data collection via manual means is not practical, desirable, or safe and an online means is necessary instead. If it is not possible to do “impractical/impossible” Category B and C assets simultaneously, start with B and then proceed to C as budget and resources allow.
The type of online condition monitoring hardware selected will vary based on a number of factors that are best addressed with the help of your local Bently Nevada sales and application solution professionals.
STEP 6: Add online condition monitoring hardware for Category B and C assets that were not addressed in Step 5.
This will fully build out the online portion of your plantwide system by finishing the mix of assets that will be addressed with online systems.

STEP 7: Add offline condition monitoring hardware for Category C and D assets not already addressed. If using a third-party system that is not compatible with System 1, migrate to System 1 by moving to portable data collection instruments from within the Bently Nevada portfolio.
This will fully build out the offline portion of your plantwide system while integrating everything – both online and offline – into System 1. Bently Nevada’s portable data collections offerings enable world-class predictive maintenance programs and users no longer need to entertain the use (or continued use) of third-party data collectors in order to obtain best-in-class functionality.

STEP 8: Add process data to your System 1 implementation, enabling better correlation of cause-effect relationships for assets where process conditions impact mechanical conditions.
Many assets will benefit from the inclusion of relevant process data that supplements condition data to help determine cause-effect. Examples might include differential pressure across machinery inlet filters, suction and discharge pressures on pumps and compressors, as well as ambient, bearing, and process fluid temperature on most asset types. Even fixed (non-rotating) assets can often be addressed with a basic level of condition monitoring by trending and alarming on relevant variables such as differential or absolute pressures, temperatures, flows, and other measurements typically available from the process control system, but which may not be trended or alarmed in ways that are specifically tailored for condition monitoring purposes rather than process control purposes. The System 1 environment enables such capabilities and can thus allow extension of your condition monitoring beyond just rotating and reciprocating assets to include fixed assets.

STEP 9: Consider the addition of optional System 1 analytic components such as thermodynamic performance, decision support, and Predictive Emissions Monitoring (PEM), applying to relevant asset types.
Thermodynamic performance monitoring allows maintenance intervals on some assets, such as gas turbines, to be optimized based on the economics of increased fuel costs as efficiency degrades. PEM is another closely related use of process data within System 1 to ensure that operators remain compliant with regulatory requirements for emissions on assets such as gas turbines.
Decision Support is a particularly important supplemental capability that can considerably improve the productivity of condition monitoring teams by automatically and continuously auditing data to identify incipient or more fully developed machinery malfunctions. This relieves practitioners from the burden of manually reviewing data, allowing them instead to focus on assets where anomalies or malfunctions have been flagged. Decision support can be applied to all categories of data, whether process only, vibration only, or a mix of the two. It can also be applied to all categories of assets A-D whether the data originates from an online system or offline system. These steps help you implement a proactive and predictive asset reliability strategy for your facility.