

What is Condition Monitoring?

Predictive and proactive maintenance are powerful concepts that, until recently, were more of a “nice to have” than a “need to have” for most plant managers. With recent advancements in the condition-based maintenance solutions space, taking this essential step to protect plant investments has become easier than ever.
So, what is condition monitoring?

Condition monitoring (CM) is a maintenance approach that predicts machine health and safety through the combination of machine sensor data that measures vibration and other parameters (in real-time) with state-of-the-art machine monitoring software. This approach enables plant maintenance technicians to remotely monitor the health of each individual piece of machinery and also offers a holistic, plant-wide view of mechanical operations. Condition monitoring software sends an alert whenever a change is detected in machine health, enabling your maintenance technicians to immediately assess the situation and determine if corrective action is required.
Benefits of condition monitoring
The proactive nature of condition monitoring is an innovative step forward on several levels for some manufacturers. First, plant personnel are safer and thus, we are all collectively safer. Second, plant managers can prevent unplanned downtime due to machine failure while simultaneously making the most of planned maintenance downtime by servicing multiple machines and addressing all known problems at the same time. Further, condition monitoring also eliminates unnecessary—and wasted—costs associated with over maintaining healthy machines based on the static metric of operating hours alone.
Although condition monitoring is a tried and true industrial maintenance tool, it is only just beginning to be leveraged effectively in a wider array of manufacturing industries. Today’s condition monitoring systems can do much more for us—financially, operationally, and most importantly, from a safety perspective. Today’s condition monitoring solutions are highly reliable and have been proven extremely effective across multiple manufacturing industries. Thus, for manufacturers who adopt condition based maintenance techniques, the risk is low and the reward is high.
Building a predictive maintenance program
How to get started
If you are interested in learning more about condition monitoring and building a proactive predictive maintenance plan for your plant, here is a quick “get started” outline and next steps to guide your path forward.
Step one: Install the hardware
The first step is the installation of monitoring sensors on serviceable assets including rotating machinery (turbines, compressors, pumps, motors, fans) and stationary assets (boilers, heat exchangers). Plant managers work with the vendor installation team to retrofit or modify machines as needed to ensure the appropriate installation of monitoring instrumentation. Different assets require different approaches. Not all assets are created equal, and as such, a variety of condition monitoring products and approaches are required.
Step two: Measure your data
Once installed, sensors can immediately begin to measure the following machine elements:
- Vibration and position – Indications of dynamic and static motion of the rotor or machine case.
- Rotor speed – An important part of analyzing vibration data and determining machine malfunctions. Machine vibration frequencies can show up as direct multiples or sub-multiples of the rotative speed of the machine.
- Temperature – RTD’s and Thermocouples measure the temperature of the machine’s radial and thrust bearings, lube oil, stator windings, and steam temperatures.
- Operating process sensors – these are typically already installed at the machine OEM level or as part of the process control system. Valuable data from these sensors combines with the dedicated condition monitoring sensors to provide machine operating context enabling a complete picture of how the machine is performing its intended function.
Step three: Monitor your machines
Data is transmitted from installed condition monitoring and process sensors to a centralized condition monitoring software system for evaluation and diagnostics. Trained maintenance technicians are alerted anytime an abnormality is detected and use data provided to determine if the machine requires immediate attention.
Advantages of proactive/predictive maintenance

What a condition-based maintenance program can do for your plant
The heart and soul of industrial businesses around the world are our manufacturing facilities. Adopting proactive predictive maintenance techniques is much more than just good plant management, it is good business. Today, only 3 to 5% of available data is being used to make important operational decisions. Digitalization is key to unlocking the vast amounts of untapped information embedded in your operation. Connect data, insights, and self-learning models across your entire operation to increase capital efficiency and profitability, decrease costs, and better allocate valuable resources.
Anticipating machine failures before they occur, allows you to catalyze improvements that create positive ripple effects for the entire enterprise, such as:
Minimize downtime, Maximize production 90% of failures are NOT time-based. For many assets, failure can mean a substantial or total loss of production, often worth tens of thousands to millions per day. Often industries tend to focus on the larger, more expensive machines at the expense of ignoring the smaller supporting machines. Focusing on the machines that “make the money” is important but so too is focus on those machines without which the money making machine can’t operate.
Increase safety - Relying exclusively on hand-held devices for monitoring machine health can expose factory workers to unnecessary risks in our highly automated factories. Further, occasional catastrophic breakdowns due to maintenance gaps can increase employee exposure to hazardous conditions and potential environmental disasters.
Reduce maintenance costs- When viewed on a per-asset basis, maintenance costs for plant-wide assets can appear modest. However, when viewed collectively across the dozens, hundreds, or even thousands of assets in a typical plant, these costs can be appreciable. Reducing the maintenance costs on each asset through effective condition monitoring—even by a mere 10%—has a large impact on plant profitability. Condition Monitoring is a planning tool that allows more effective insight in planning and asset management, allowing maintenance to be done in advance of a functional failure.
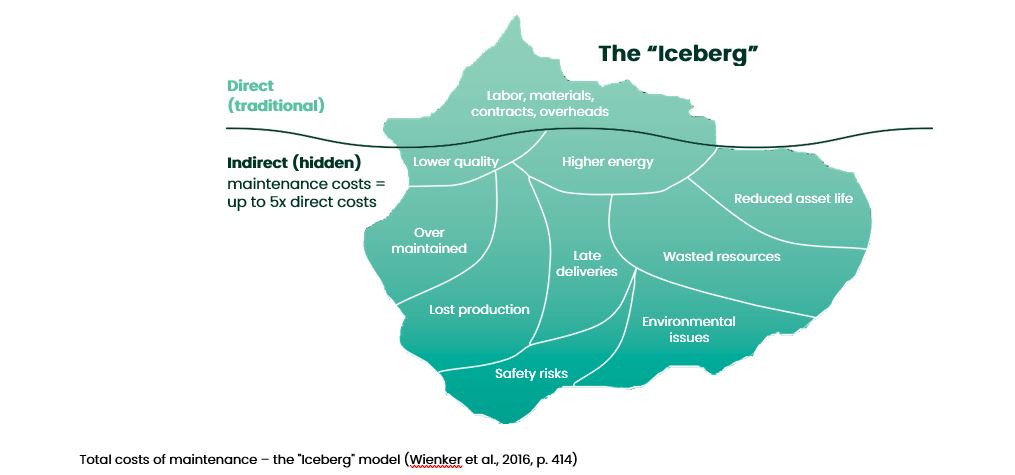
Reduce hidden costs - Direct (traditional) maintenance costs are predictable and manageable. Indirect (hidden) maintenance costs, both stealthy and steep, can accrue to be up to 5X higher. For many plants, reducing these hidden costs is a mandate that requires us to shift from the traditional reactive approach (“fix it when it breaks”) to a proactive, reliability-based approach.
As with most transformations, the benefit is well worth the journey. Condition monitoring solutions will directly help you to avoid catastrophic machine breakdowns, which result in costly downtime, production loss, human safety concerns, and environmental impacts. Clearly, the case to avoid these costly vulnerabilities is worthy. Since the Industrial Revolution, the manufacturing industry has seen three major technological advances: steam engine-powered factories in the nineteenth century, mass production powered by electrification in the twentieth century and automated machinery in the 1970’s. We are now entering the fourth phase of technological advancement, known as Industry 4.0. During this phase, we will see the rise of manufacturing processes that are digitally connected along the entire value chain via smart machines, remote sensor monitoring, and IT systems.
Why Bently Nevada condition monitoring?
Whether your facility has all the tools it needs or is just getting started, Bently Nevada can add value through far more than just a collection of condition monitoring products. The maintenance industry is flooded with hundreds of monitoring solutions and technology partners. It can be difficult to know which one to choose. When you begin to think about a plant-wide solution, the field becomes a bit narrower as very few companies offer a true plant-wide unified hardware, software, and services monitoring solution. Ultimately, you should partner with a company that has proven its commitment to helping you succeed – someone you can trust with your most valued assets.

You can rely on Bently Nevada
For more than 60 years, we’ve been supplying condition monitoring solutions to machinery-intensive industries. Customers turn to us for a simple reason: lasting value. Our solutions demonstrate their worth, day in and day out. We combine the highest quality products and responsive customer support with a service team that takes the time to understand the uniqueness of your plant, your personnel, and your goals. Our products can be found in many manufacturing, food & beverage, municipalities, steel, mining, power, and oil & gas plants around the world.
Today, many of our customers turn to Bently Nevada for a more comprehensive solution to meet their needs, moving beyond just machinery protection instrumentation on a few assets to plant-wide strategies and systems for improved environmental compliance, safety, asset production, quality and reduced operation and maintenance costs.