

System 1 Use Case: Complex Gearbox Monitoring

Discover System 1 Evo’s enhanced capabilities for complex machine gearbox data collection, vibration analysis, and visualization including a case study on its successful use.
Introduction

Across modern process-intensive industries, control and protection systems are the backbone of critical machinery management. These systems, along with the personnel who use them, are the first responders to unexpected safety, environmental, and productivity issues.
Advanced plant operators understand that comprehensive data sets collected by their at-the-Edge critical machinery control and protection systems can further serve to proactively monitor machine condition and sensor health. Such data is also essential to any reactive root-cause investigation following a machine failure. No company has done more than Bently Nevada to promote and advance the understanding of machinery protection and condition monitoring based on data-driven analysis. Machinery knowledge collected over Bently Nevada’s 60+ years of research and experience informs the asset type use cases embedded in the development of our flagship condition monitoring software platform, System 1.
In this article we focus on System 1 Evolution’s enhanced capabilities for collection, analysis and visualization of data from complex machine gearboxes, including a case study on its successful use.
Challenge
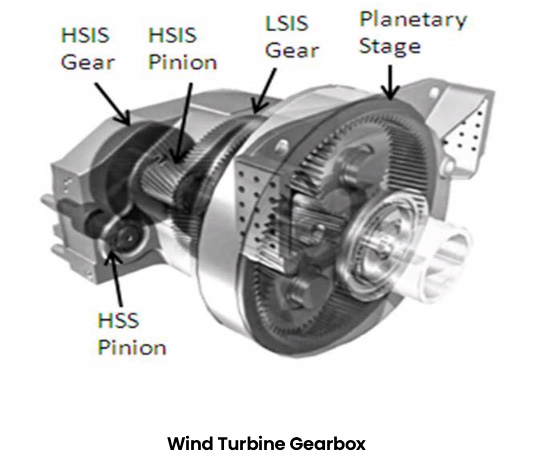
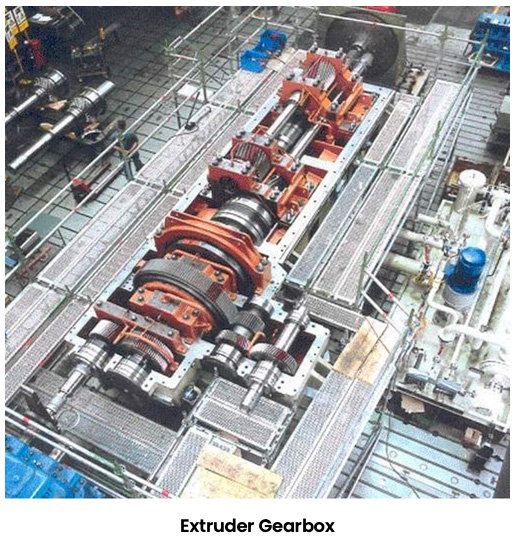
The role of a gearbox in the overall machine train is to change shaft speed and torque while transmitting power from the driving to the driven machine. Consequently, gearbox requirements are largely dictated by the characteristics of the coupled machines. A parallel gearbox like the one pictured above is appropriate when the ratio of input to output speed is moderate and space is not limited. This gearbox consists of a single stage – a stage being a set of gears that accomplish one increment of rotational speed change.
In applications where a large speed ratio is necessary and/or when the input or output torque is high, a complex gearbox is used. This gearbox could consist of multiple parallel stages, as often found in extruders in a polyethylene process and machines used for reduction and forming in metal and mining processes. When space is at a premium, epicyclic (aka planetary) gearboxes are often employed, wherein multiple intermeshing gears are nested concentrically. There are several sub-categories of planetary gearbox design, but they all have a smaller volume than parallel gearbox designs for the same power transmitted, and coaxial input and output shafts (ref. 1). Planetary stages can be combined with parallel stages in the same gearbox. Complex gearboxes are a main component in thousands of wind turbines operating worldwide. The illustration below shows a three-stage wind turbine gearbox consisting of a planetary and two parallel stages.
For a gearbox to operate reliably the gears require the correct metallurgy and dimensioning, casting and machining, and the gearbox must be properly assembled, installed (foundation and mounting), aligned, lubricated, and operated within its design limits. Problems with one or more of these, if gone undetected, can lead to gearbox failure. A complex gearbox failure can be the costliest problem in a machine train, not only in terms of repair/replacement materials and labor, but also in downtime and lost production. The good news is that when problems start to occur, the gearbox usually communicates its distress via noise and/or vibration.
Gearbox failures result from bearing, rotordynamic, and gear mesh problems, and a problem in one area can develop into a problem in another. Problems with gear mesh can be elusive for several reasons. Multistage complex gearboxes have internal intermediate gears and shafts rotating at various speeds, and can have more than two meshing gears per stage. In planetary gearboxes, some of the gears (and therefore the mesh locations) are constantly moving with respect to a case-mounted sensor. Furthermore, the gearbox may be undergoing speed and/or load changes that will vary the amplitude of vibration by which gear condition and alarm levels are determined.
System 1 Solution
Detection of rolling element bearing (REB) or fluid-film bearing (FFB) problems in gearboxes is no different than for other types of machines, accomplished by bearing fault spectral frequencies for REB, or shaft radial and axial displacement waveform characteristics and/or position changes for FFB. These tools are foundational in System 1 and are present to one degree or another in any condition monitoring system. On the other hand, gears require special sampling, filtering, and onboard analytics to tease out key health indicators. Some specialized protection/monitoring Edge devices have these features built in, but this level of sophistication is lacking in most general machinery protection systems. To be effective, a world-class condition monitoring system must have the breadth and flexibility to detect bearing, rotordynamic, and gear problems using the full range of Edge devices to facilitate early detection and root cause identification. System 1 has evolved to include the connectivity, analytics, and visualization capabilities to handle a myriad of gearbox designs, operating conditions, and user needs.
Pillar 1: Connectivity
In many industrial facilities a single condition monitoring system is called upon to handle machines of many types and levels of criticality. Some machines require a protection system while others require only data acquisition, and the level of criticality dictates different amounts and intervals of data. System 1 can interoperate with a variety of Edge devices that provide not only dynamic vibration signals, but proportional values corresponding to process conditions and discrete inputs corresponding to operating states.
Edge Devices
Several Bently Nevada Edge devices with a range of protection and/or condition monitoring features are suitable for use on a complex gearbox. The choice depends on several factors, including the driver and driven machine types, criticality ranking, and whether the failure modes call for continuous, scanning, or portable monitoring methods. For effective gearbox condition monitoring, the Edge device should have a Keyphasor or speed signal for synchronous sampling and/or order-based speed tracking, and the ability to send waveform data to System 1. For machine trains with varying loads, a load-proportional input from the machine control system allows visual correlation in System 1 of vibration levels and machine load. Load can also be used to define separate machine states that determine when and how analytics and alarms are applied to the measured values. Radial and axial bearing metal temperatures and oil temperatures are also important indicators of the health of the bearings and gears.
Configuration Tools
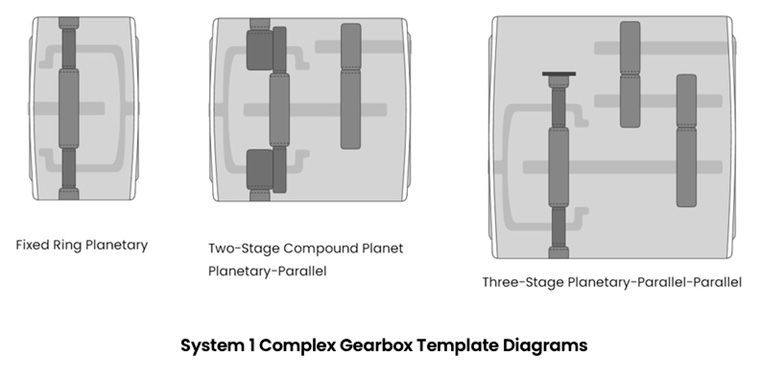
Once the Edge devices are identified, the condition monitoring system must model each gearbox’s construction and characteristics. Version 17.1 of System 1 (released May 2017) introduced gearbox templates and a fully configurable gearbox to the configuration toolset. Images of the complex gearbox templates are shown below. The configuration process includes incorporating the gearbox into the machine train layout, naming and associating shafts and gears, and inputting bearing and gearbox properties and kinematic information. This is typically done for the user by the commissioning services team. Based on these inputs the software automatically determines the shaft speeds, gear stage ratios, and bearing fault and gear mesh frequencies required for advanced health assessments.
Pillar 2: Analytics
Gear Mesh
The most salient vibration characteristic of gears is typically their mesh frequency (periodicity of tooth contact as they pass through mesh) and the first two or three integer multiples (harmonics) of that fundamental gear mesh frequency (GMF). Based on the configuration discussed earlier, System 1 allows the user to configure a bandpass measurement around one or more of the gear mesh frequencies.
One peculiarity of some planetary gearboxes is that the highest amplitude spectral component does not appear at the GMF location(s), but instead one or two multiples of gear rotation speed to either side (ref. 2). Details like this must be considered when incorporating analytics into a condition monitoring system.
Sidebands
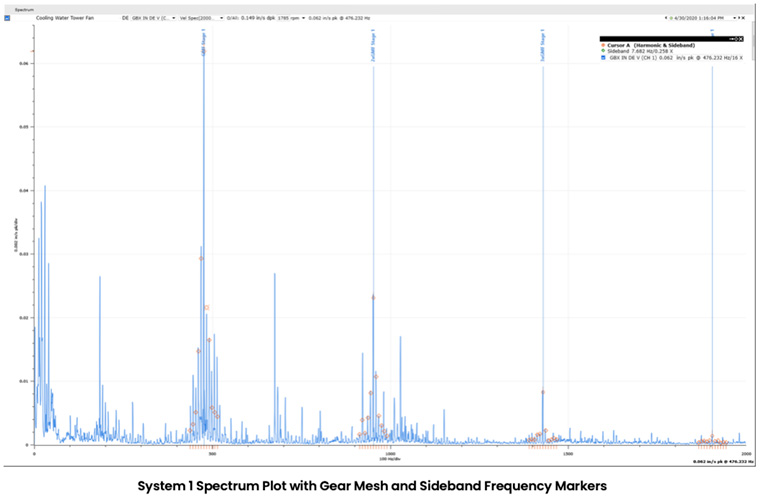
While gear mesh frequencies are a useful indicator, the amplitude of the fundamental mesh frequency can vary with gearbox load, and the bandpass and overall measurements can be dominated by them, thus masking changes to any smaller but useful spectral components. One spectral feature that has proven useful in early identification of gear tooth deterioration is sidebands, which have the added benefit of identifying which gear in the stage has the damage. The spectrum plot below from the first stage of a two-stage cooling tower gearbox shows sidebands (identified by orange marker overlays) surrounding the fundamental gear mesh frequency and three of its harmonics (identified by blue marker overlays).
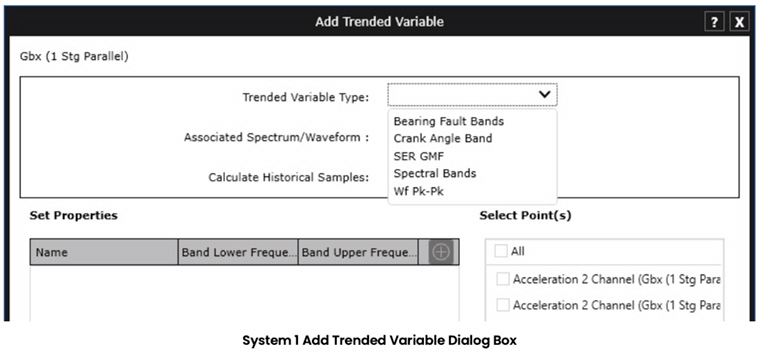
To effectively use sidebands as an analytic, Bently Nevada developed a patented algorithm named Sideband Energy Ratio (SER) (ref. 3), added in System 1 version 17.2. The SER algorithm can be performed on synchronous (preferred) or high-resolution asynchronous waveforms. SER can be seen in the picklist below, along with Spectral Bands and Bearing Fault Bands. Selecting any of these automatically configures the new variable based on the previously inputted gearbox properties and adds it to the selected point(s). When added, SER analysis is performed on incoming data for the 1X, 2X, and 3X GMF of each gear of each stage associated with the measurement point. The user is also given the option of applying the SER analysis to pre-existing historical data for the point(s).
Alarms and States
Once the measurements and analytics are defined, the ability to set appropriate software alarm thresholds is essential to the effectiveness of the system. System 1’s statistical alarming capabilities and Alarm Quick Configuration feature enable the user to customize the alarms for individual or groups of points using historical data and statistical calculation parameters.
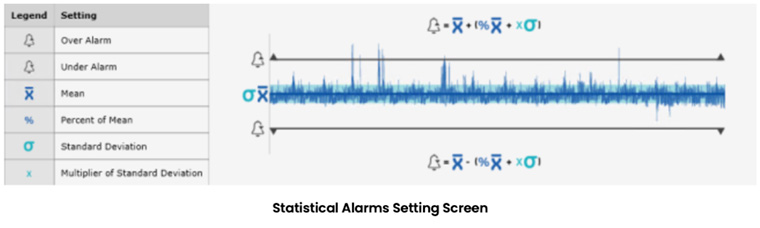
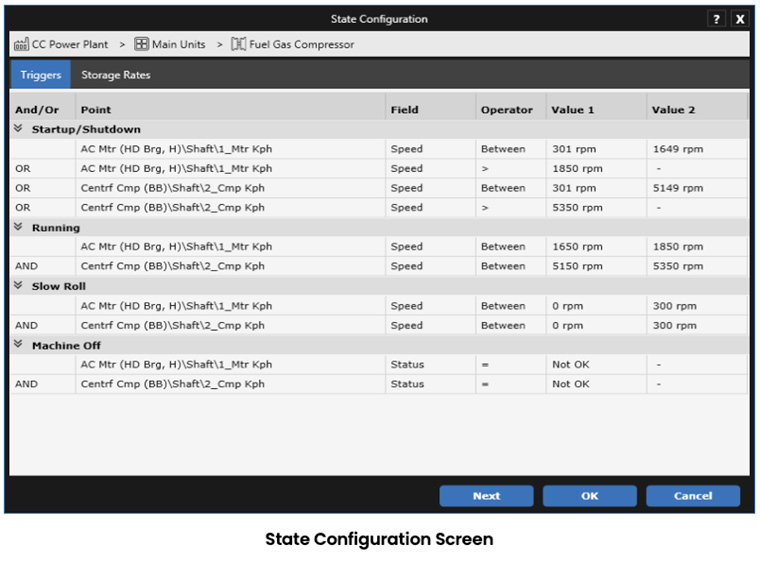
If the machine operates at different speeds or loads, System 1 allows the user to restrict software alarms to user-defined machine states, and/or set different alarm thresholds for each operating state. This includes alarm suppression capability, to allow time between state changes for readings to stabilize before alarming is re-enabled with the new state’s alarm thresholds.
Pillar 3: Visualization
All the preceding connectivity and analytics is for naught if the results aren’t presented in a user-friendly interface conformed to the user’s workflow, and in meaningful plot formats that accentuate key characteristics and information. System 1’s visualization features have been refined and enhanced through lessons learned from previous generations of software and extensive user feedback, providing unparalleled efficiency and effectiveness.
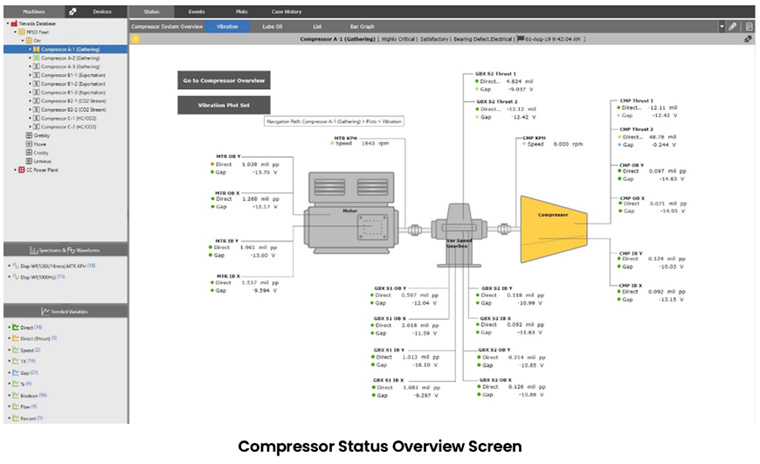
Configurable Machine Train Diagrams
To quickly comprehend the status of a machine, users typically begin with the Status Overview, which provides an intuitive understanding of levels and alarms. System 1 allows users to create multiple Diagram Views – up to 50 per machine train – each with its own unique page tab. The interface is totally customizable, including the ability to add or delete measurements from the diagram, rearrange measurement locations, modify the text/background colors, add navigation buttons as links to other tabs and sub-tabs, and even replace the standard machine shapes with the user’s own image and color-coded alarm status icons.
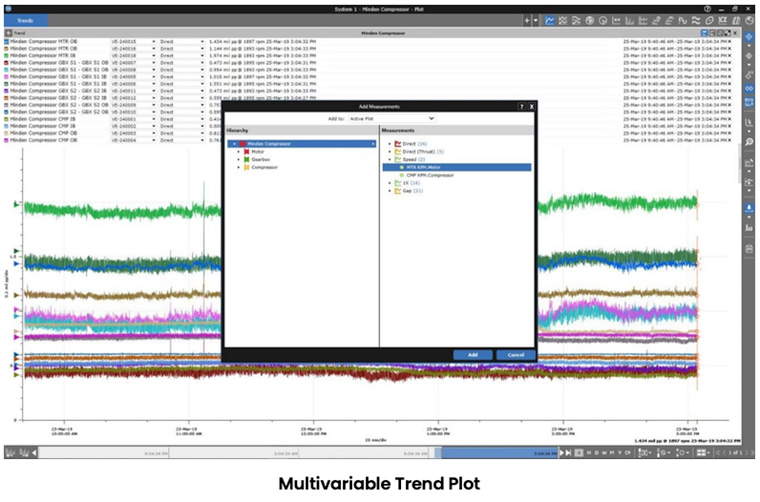
Correlate and Compare
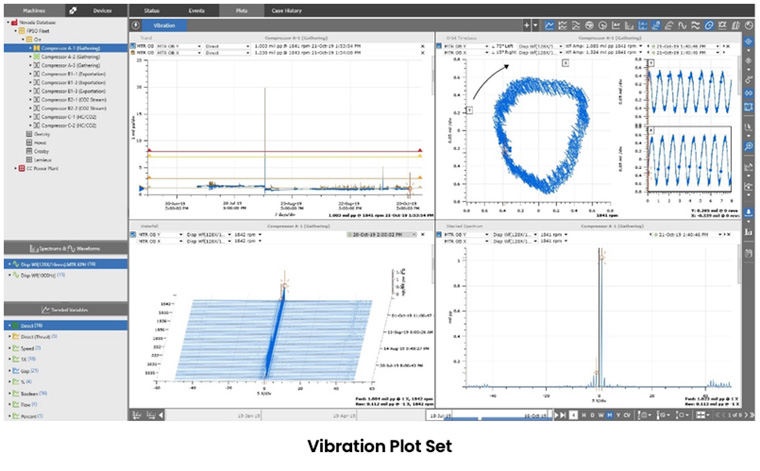
As mentioned earlier, problems in a gearbox can start in at least three different areas, so visualization tools must provide features for the user to quickly correlate trends of multiple variables and move around different plot types with ease. Investigating a problem typically begins by clicking on an alarm in the Events list, which immediately opens a set of relevant plots. From there, System 1 provides versatile plot tools to quickly add variables from gear, bearing, and shaft position measurements to a plot for easy trend comparison and correlation. Plot synchronization features for cursors and zooming make it easy to pinpoint meaningful changes and deviations.
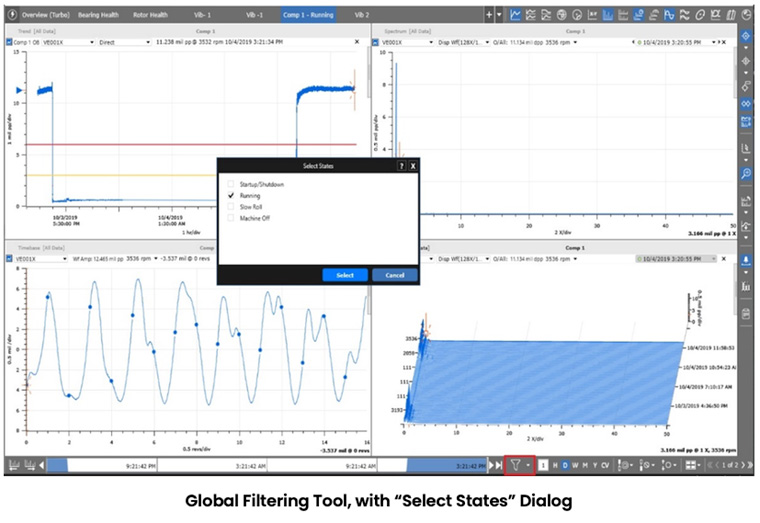
State-based filtering
For gearboxes under varying loads and/or speeds, it is important to visualize data separately for each configured operating state. State-based data filtering within the Plots workspace is available for System 1 installations with PostgreSQL as the historian, and is applicable to all plots except polar, bode, and shaft centerline. This capability can be applied both globally within a plot set and on an individual plot.
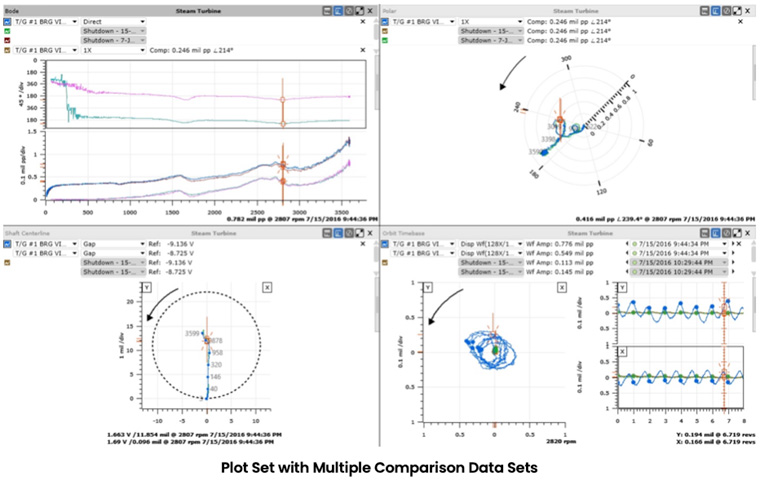
Plot Overlays
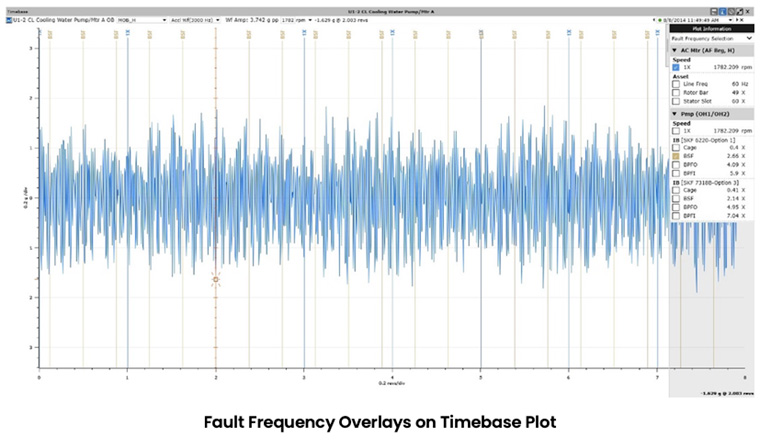
Two useful plot overlay features are applicable to gearbox condition visualization:
- Fault frequency markers can be superimposed on spectrum, timebase, and stacked timebase plots
- Multiple saved Comparison Data Sets can be overlaid within the Plots workspace.
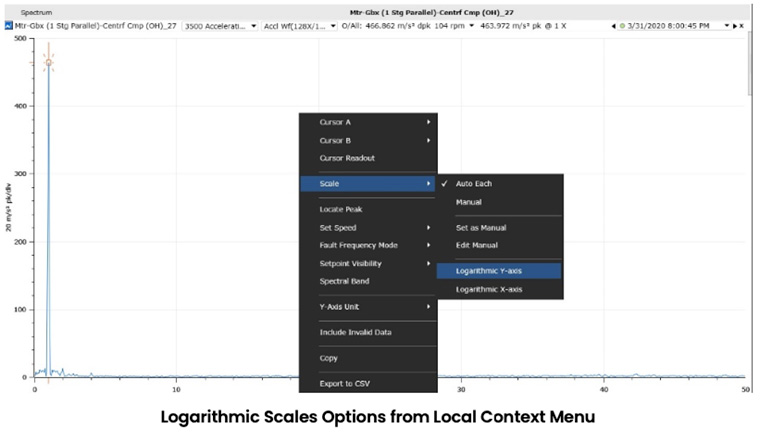
Latest Enhancements
Version 20.1 of System 1 includes two exciting new visualization features relevant to gearbox diagnostics:
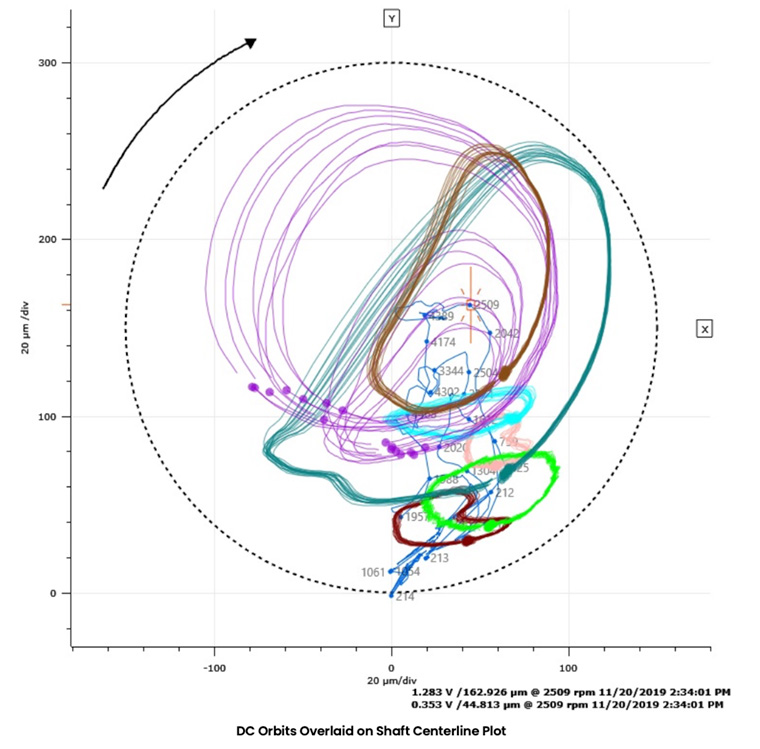
- Logarithmic scales for Spectrum, Stacked Spectrum, and XvsY plots
- DC Orbit Overlays on Shaft Centerline plots.
Edge device integrity & reliability
One unsung benefit of the condition monitoring system is the ability to detect and correct problems with the associated sensors and machinery protection systems. In addition to transducer OK statuses in the software, the timebase and frequency domain plots in System 1 allow users to detect noisy or intermittent transducer signals that may indicate wiring problems or a failing sensor. The plots also show what vibrations the machine is exhibiting, providing real-time empirical data for optimizing filter corners, amplitude alarms, and other settings in the protection hardware.
Connectivity + analytics + visualization = a complete solution!
By combining its connectivity, analytics, and visualization capabilities, System 1 can detect bearing, rotordynamic, gear mesh, and other common problems in complex gearboxes, making it uniquely suited for any and all machinery assets with a gearbox.
Case Study
The following case study shows how System 1 helped one user improve the monitoring of their complex gearbox and prevent costly damage (ref. 4).
Following a major failure of a company’s massive extruder gearbox, a Bently Nevada team was called in to design and install a condition monitoring system that would alert and protect against future expensive breakdowns.
This extruder gearbox is one of the largest and most complex single casing gearboxes operating in the downstream industry. It is driven by a huge 14 MW-powered main motor and an additional high torque variable speed drive (VSD) motor deployed for startup. The machine delivers a torque of 320,000 NM (237,000 ft-lb) at each output shaft and contains more than 60 bearings, and five gear couplings with 27 gears.
Excessive axial movement on the extruder gearbox and its main motor was causing it to fail. At the time of the failure, it was being monitored by another condition monitoring company’s system that provided no protection or proactive indication prior to the failure. Worse, it employed a very low sampling rate, which likely contributed to its inability to detect the high amplitude axial vibration.
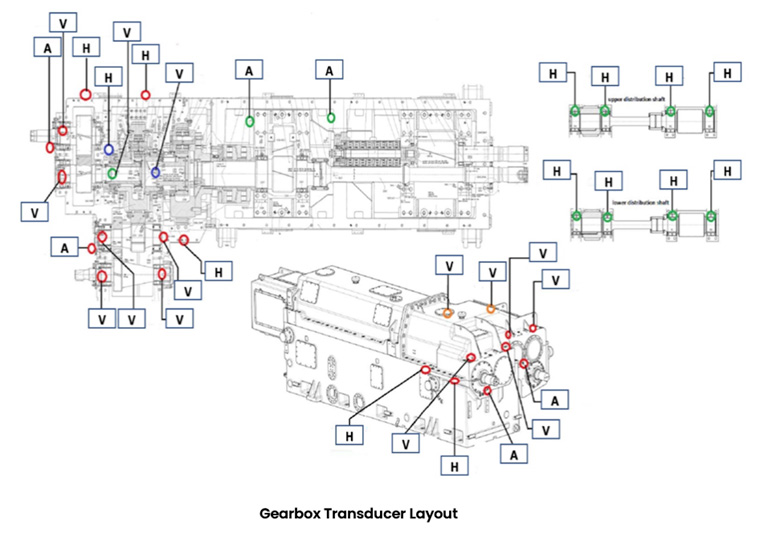
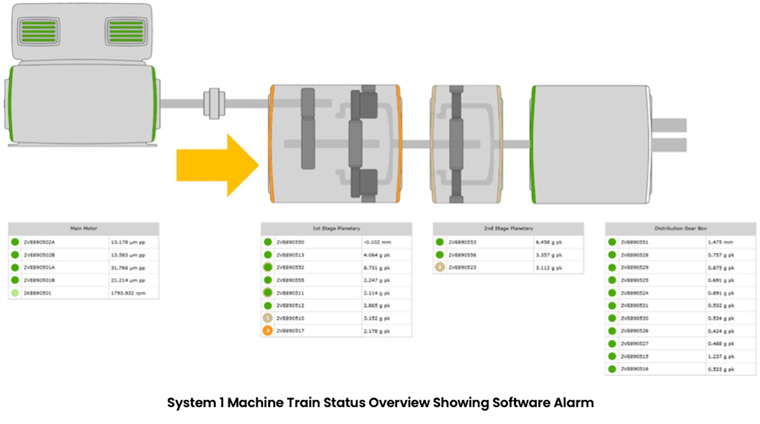
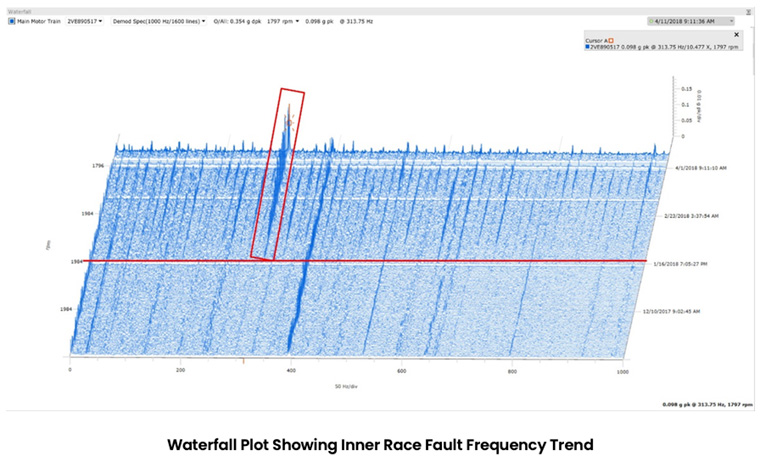
The Bently Nevada team proposed a solution, which included the industry-leading online monitoring system, ADAPT 3701/40 with S1 Evo, along with 40 vibration sensors that were installed across the entire extruder train. The Bently Nevada online monitoring system includes advanced signal processing as well as trends of the bearing fault frequencies. During subsequent operation, these capabilities helped to quickly and accurately identify the root cause of the previous failure. The System 1 pre-configured software alarm set points detected the high axial vibration problem early, preventing more severe damage.
The value realized from the system has prompted the company to pursue further improvements, including additional sensor locations to the main gearbox and main input and output shafts for axial thrust, incorporating the pelletizer gearbox into the monitoring system, integrating System 1 data with the DCS (Distributed Control System), and integrating OPC data for torque, lube oil temperature and pressure, motor current, and load.
Conclusion
System 1’s complex gearbox diagnostic and fault detection capabilities are the culmination of Bently Nevada’s years of machinery experience. The SER algorithm developed specifically for gearbox applications is an example of our constant condition monitoring improvements based on user feedback. System 1 Evolution’s comprehensive package of best-in-class connectivity, analytics and visualization capabilities create the most powerful, efficient, and effective condition monitoring software solution for any rotating or reciprocating asset in your facility.
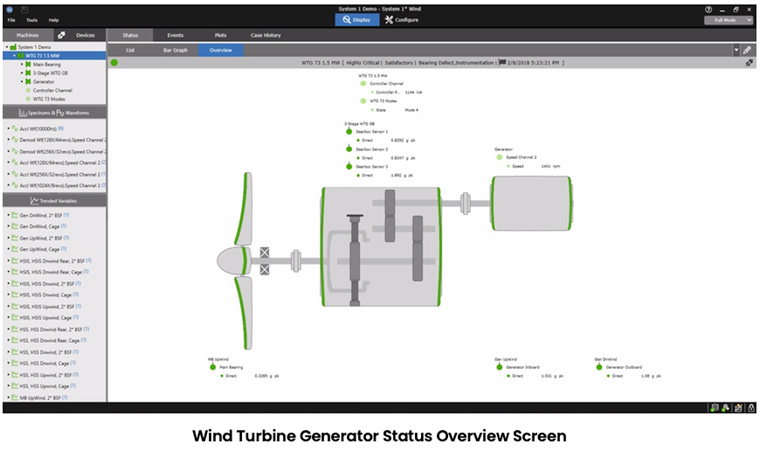
Bently Nevada is committed to building even more state-of-the-art capabilities into System 1. Beginning with version 18.2, Bently Nevada consolidated the wind turbine monitoring features of ADAPT.Wind into System 1 Evolution, adding connectivity to the 3701/60, 3701/60A, and 60M100 wind monitoring products and giving wind turbine operators expanded condition monitoring platform capabilities. Bently Nevada is continuing to improve upon gearbox analytics capabilities by developing new algorithms for gear mesh fault detection. Future visualization capabilities under consideration include the wrapped waveform plot, useful for visually identifying the location of a gear tooth fault. When Decision Support is reintroduced later this year, users will be able to create their own custom rules to address the individual needs of their assets and processes. Join us on the journey!
References
- Epicyclic gearing (2020) Wikipedia. Available at: https://en.wikipedia.org/wiki/Epicyclic_gearing (Accessed: 13 May 2020).
- McFadden, P.D. and Smith, J.D. (1985). An explanation for the asymmetry of the modulation sidebands about the tooth meshing frequency in epicyclic gear vibration, Proceedings of the Institution of Mechanical Engineers Volume 199 No. C1. Pages 65-70.
- Hanna, J., Hatch, C., Kalb, M., Weiss, A., Luo, H. (2012). Detection of Wind Turbine Gear Tooth Defects Using Sideband Energy Ratio, Orbit Magazine, Vol.23 No.1. Minden, NV: Bently Nevada LLC
- Adapted from ADAPT 3701 Protects Massive, Complex Extruder Gearbox by Ali Al-Hawaj, Lead Sales Manager, Baker Hughes Company, previously published in ORBIT, December 2018.
Copyright 2020 Baker Hughes Company. All rights reserved. Baker Hughes provides this information on an “as is” basis for general information purposes. Baker Hughes does not make any representation as to the accuracy or completeness of the information and makes no warranties of any kind, specific, implied or oral, to the fullest extent permissible by law, including those of merchantability and fitness for a particular purpose or use. Baker Hughes hereby disclaims any and all liability for any direct, indirect, consequential or special damages, claims for lost profits, or third party claims arising from the use of the information, whether a claim is asserted in contract, tort, or otherwise. Baker Hughes reserves the right to make changes in specifications and features shown herein, or discontinue the product described at any time without notice or obligation. Contact your Baker Hughes representative for the most current information. The Baker Hughes logo, the Bently Nevada logo, and System 1 are trademarks of Baker Hughes Company.