Bently Nevada performs timely precision balancing on critical injection compressor train in Algeria, saving $1.4M USD production loss per day
The background
Rhourde El Baguel oil field is one of the largest oil fields in Algeria. It was discovered in 1963 and has an estimated reserve of 3 billion barrels.
Recently, an enhanced oil recovery program was put in place to increase the ultimate recovery of crude oil from the field. In January 2021, as part of this project, the upgrade of an HP turbine and re-bundling of the MP compressor was performed by the Original Equipment Manufacturer (OEM) for one of four Gas injection compressors. For normal operations, all machine trains are in service and downtime of a single machine train heavily reduces downstream production. Because of the cost implications, during the upgrade, only one machine would be out of service at a time.
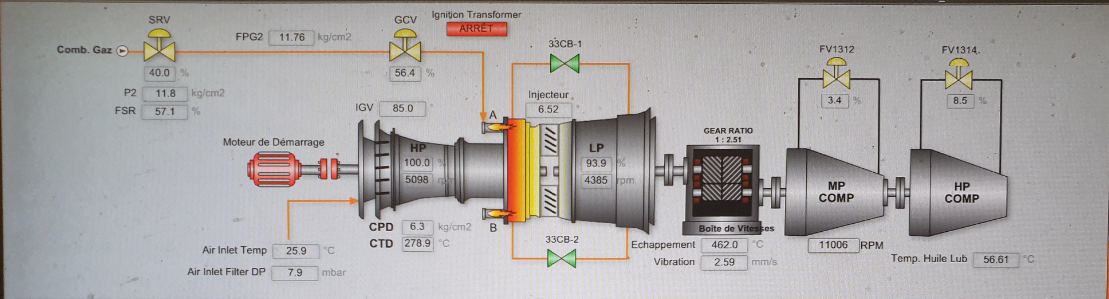
The machine train consists of a dual-shaft gas turbine that drives two centrifugal compressors through a gearbox (see Figure 1).
Following the first startup, high vibration was observed on the outboard bearing of the MP Compressor, exceeding the alarm setpoint (alarm/danger – 60/80 µm pp) at 74 µm pp. The OEM stopped the unit to carry out an inspection in order to identify the root cause. The inspection results did not reveal any anomalies or concerns. Bently Nevada was then invited to perform vibration analysis and provide recommendations.
The Challenges
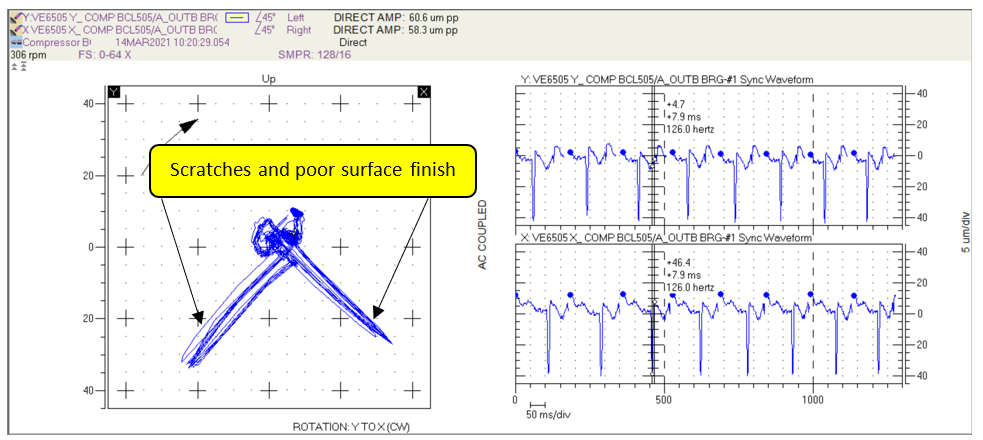
Machinery diagnostic analysis performed by Bently Nevada revealed two primary root causes for the high vibration. It was determined that the overall vibration comprised approximately 40-45 µm pp of shaft runout and 33 µm pp of residual unbalance (see Figure 2). Since the high vibration was mainly due to shaft scratches at the probe track area, the OEM recommended to increase the trip setpoint by 10 µm pp to avoid tripping the machine. The end user rejected this solution.
The solution
In light of the potential high cost impact of downtime, Bently Nevada recommended that a precision balancing should be performed in order to reduce the residual unbalance value to 10 µm pp, keeping the overall levels below the trip level. Since rectification of shaft scratch by diamond burnishing involves significant time, the OEM and end user agreed to proceed with the balancing option.
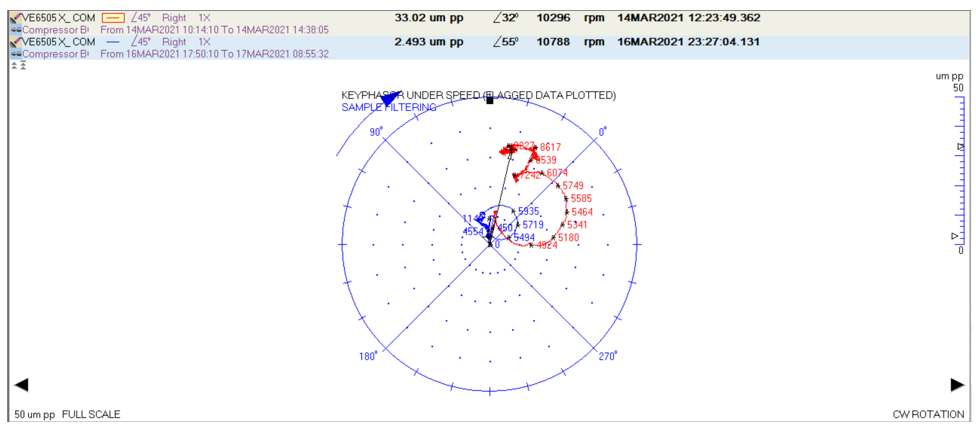
Precision balancing was successfully performed by Bently Nevada, reducing the residual unbalance to below 5 µm pp, achieving acceptable overall vibration for normal continuous operation (see Figure 3).
The significance
Rhourde El Baguel extended a special appreciation to the Bently Nevada team for going above and beyond expectations by resolving the critical high vibration issue in a timely fashion, saving at least two weeks of costly production losses. The non-availability of the unit would have resulted in an estimated combined production loss (crude oil, LPG, condensate) of 1.4 million USD per day.
Once this case was successfully resolved, the customer was able to proceed with upgrade activities on a sister machine train, which involved a workforce of approximately 80 people who were waiting at site for commencement of the project.
The customer’s success was realized through their trusted partnership with Bently Nevada. Bently Nevada’s strong local presence with rapid service response and unmatched expertise achieved timely outcomes and real, significant value to the customer.