

Detection and Validation of Rolling Element Bearing Fault
Industry: Offshore - Oil and Gas
Application: Natural Gas Liquids Pump
Solution: Support Service Agreement (SSA) Remote Diagnostic Services - System 1† and 3500 Monitoring System
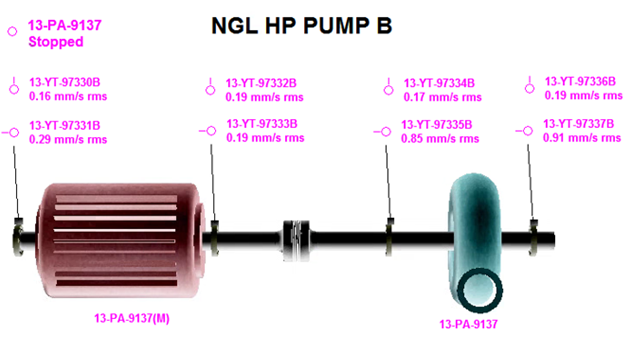
Increasing vibration was noticed after triggered software alarms on a motor running an NGL (Natural Gas Liquids) pump on an offshore processing platform. The machine is instrumented with velometers connected to a 3500 Rack. It is one of approximately 70 machines monitored by MDS engineers on a daily basis as part of an SSA contract.
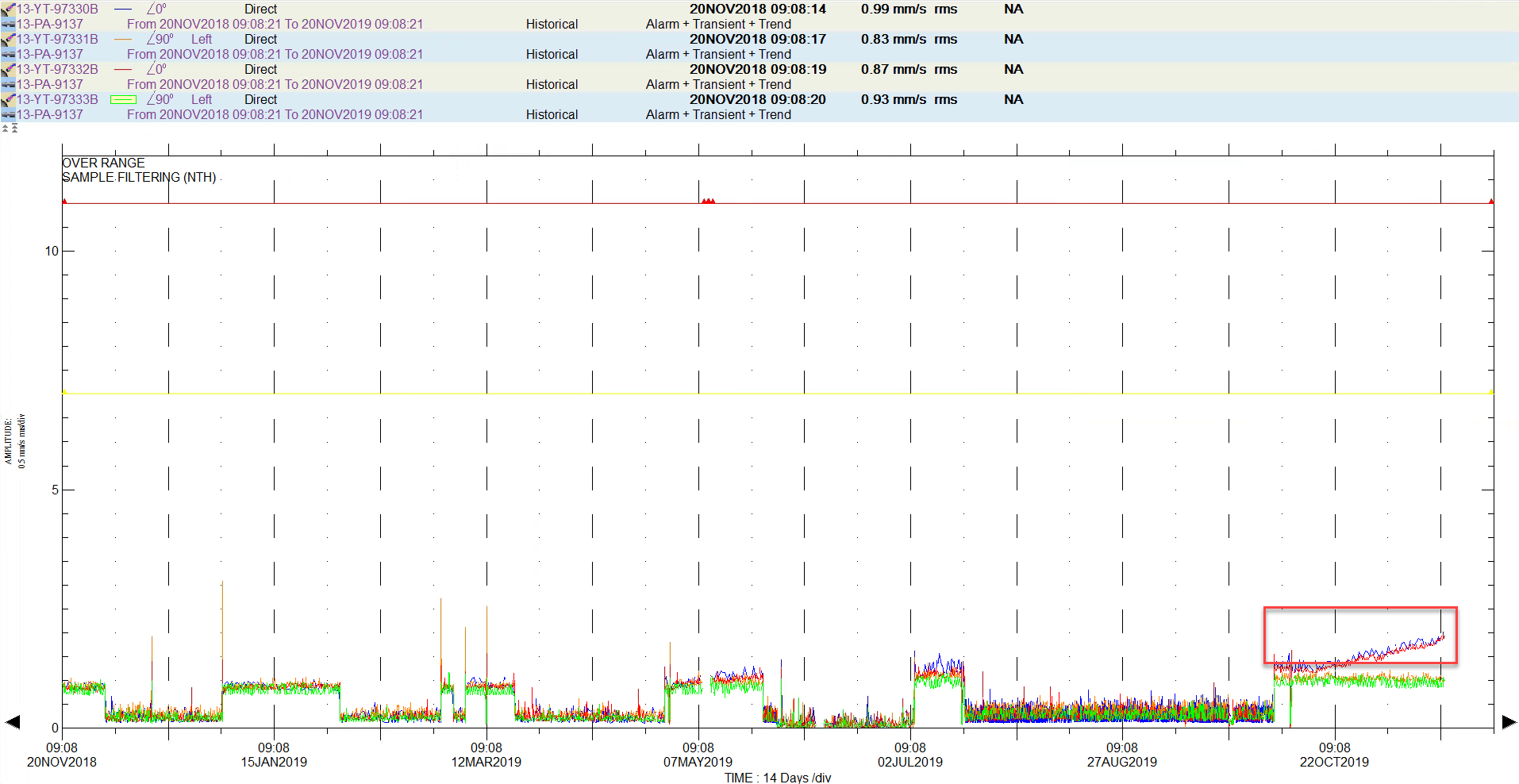
Following the observation of increasing vibration, the data was analyzed. The development (trend in Plot #2) was only visible on the two sensors measuring vibration on the motor in the vertical direction (instrumentation shown in Plot #1).
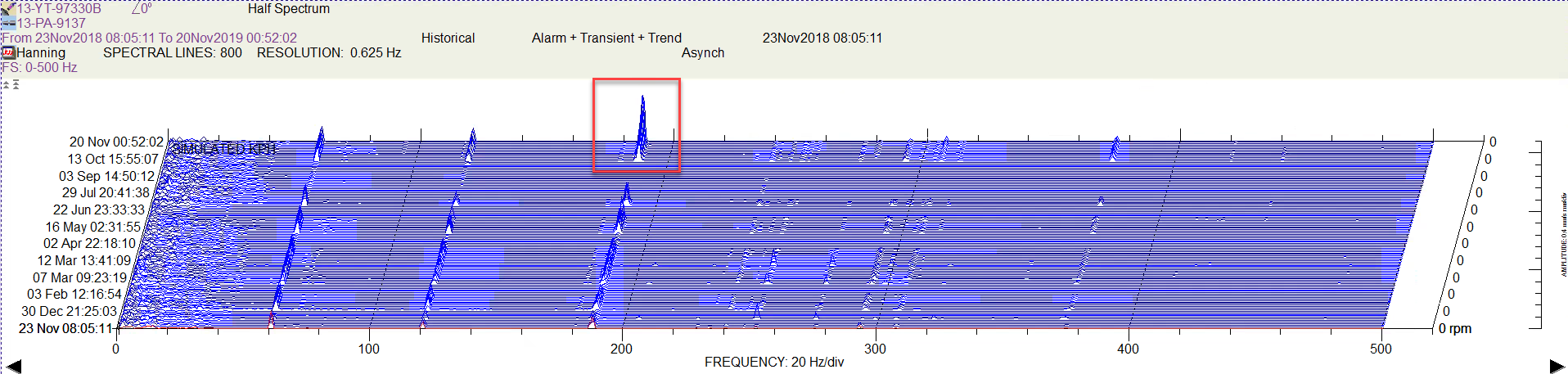
From the waterfall plot (Plot #3) it was quickly discovered that the increase could be attributed to a component at 3.1X. Rolling element bearings have characteristic frequencies that are used as indicators of damage to a specific bearing part. In this case the vibration at 3.1X matched the BPFO (Ball Pass Frequency Outer ring) of the specific bearing model used for this motor, meaning there was a response in the vibration signal each time a ball rolled over an area in the outer ring. Activity at this frequency is a symptom of damage developing on the outer ring surface. Since it was only visible on vertical measurements, the location of the damage was probably in the loading zone at the bottom of one of the bearings.
Based on the MDS analysis and Customer Policy the customer decided to replace the bearings during next planned stop three weeks later.
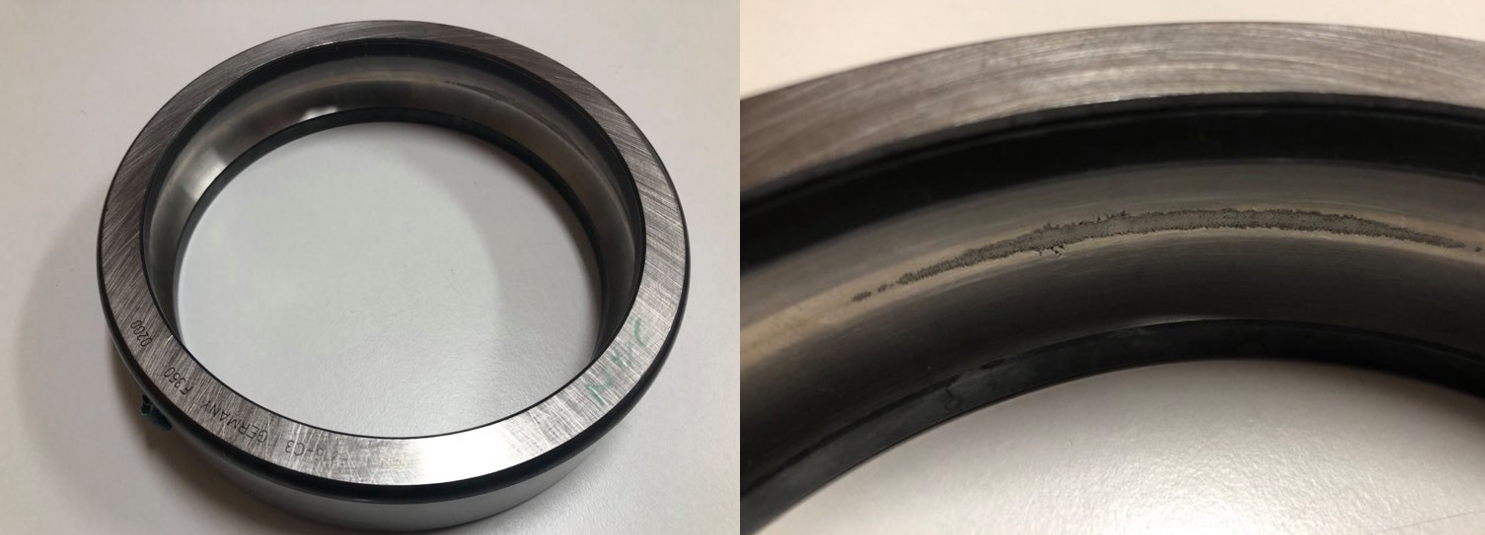
After bearing replacement the direct vibration level was reduced from 2.0 to 0.7 mm/s rms, while the component at BPFO was reduced from 1.7 to 0.15 mm/s rms. The old bearings were sent to Bently Nevada office in Bergen for validation of the findings. An area of damaged surface was identified in the middle of the outer race on the non-drive-end bearing. No visible damage was found on the drive-end bearing.
Our Experts

Håkon Myklestad
Services Specialist